

1. 서 론
2. 3D 프린팅 콘크리트 시편 설계
2.1 시편 형상 및 출력 경로 설계
2.2 G-code 생성
3. 시편 출력
3.1 3D 프린팅 콘크리트 배합비
3.2 3D 콘크리트 프린터
4. 3D 프린팅 콘크리트 시편의 물성 분석
4.1 흐름 시험
4.2 휨강도 시험
4.3 압축강도 시험
4.4 압축강도 및 휨강도 시험 결과 비교・분석
5. 결 론
1. 서 론
4차 산업혁명 시대가 도래함에 따라 전 세계적으로 3D 프린팅에 관한 관심이 증대하고 있다. 3D 프린팅은 기계, 자동차, 항공, 우주, 의료 등 여러 분야에서 활용되고 있으며, 다양한 연구가 수행되고 있다(Gan et al., 2021; Yan et al., 2018). 3D 프린팅은 다수의 레이어(layer)를 가지는 적층 기법을 활용하여 구조물을 출력하는 방법이며, 복잡한 형상을 비교적 쉽게 제작할 수 있다.
최근엔 3D 프린팅의 건설 산업 적용에 관한 관심이 증대하고 있으며, 건설 산업에 적용하기 위한 다양한 연구가 수행되었다(Asprone et al., 2018; Mohan et al., 2021; Xiao et al., 2021). 최근 건설 산업에서는 콘크리트를 3D 프린터로 출력하는 기법인 3D 콘크리트 프린팅(3D concrete printing)을 활용하여 구조물을 시공하는 노력이 폭넓게 진행되고 있다. 국외에서는 3D 콘크리트 프린팅 기법을 활용하여 사무실, 주택 등 비교적 큰 규모의 구조물까지 출력한 사례가 있으며, 이와 관련된 많은 연구가 수행되었다(Jay and Hehzad, 2019; Steven et al., 2021; Theo et al., 2018).
3D 콘크리트 프린팅은 콘크리트 출력 시 거푸집을 활용하지 않으므로 시공 단계 중 탈형이 생략되어 시공 단계의 단순화가 가능하다. 또한, 자동화를 통해 비교적 적은 작업량과 인력이 요구되므로 경제적인 시공이 가능하며, 작업자에 상관없이 동일한 시공 품질이 확보된다. 하지만, 일반 콘크리트 대비 공극이 많을 수 있으며, 레이어 계면의 공극 밀집 등의 요인들로 인하여 강도가 낮을 것으로 예상된다.
본 연구에서는 3D 프린팅 콘크리트 시편의 물성을 분석하였다. Ultimaker Cura(Ultimaker Cura, 2021) 소프트웨어를 통해 3D 프린팅 콘크리트 시편의 형상과 출력 경로를 설계하였으며, 이를 바탕으로 3D 프린터를 제어하는 G-code를 생성하였다. 3D 프린팅 콘크리트 배합비는 연구에서 사용한 3D 프린터의 출력 성능과 요구되는 적층성(buildability), 출력성(extrudability), 유동성(workability) 등에 적합하도록 선정하여 시편을 출력하였으며, 3D 프린팅 콘크리트 시편과 동일한 치수를 갖는 몰드 시편을 함께 제작하여 물성을 비교・분석하였다.
2. 3D 프린팅 콘크리트 시편 설계
2.1 시편 형상 및 출력 경로 설계
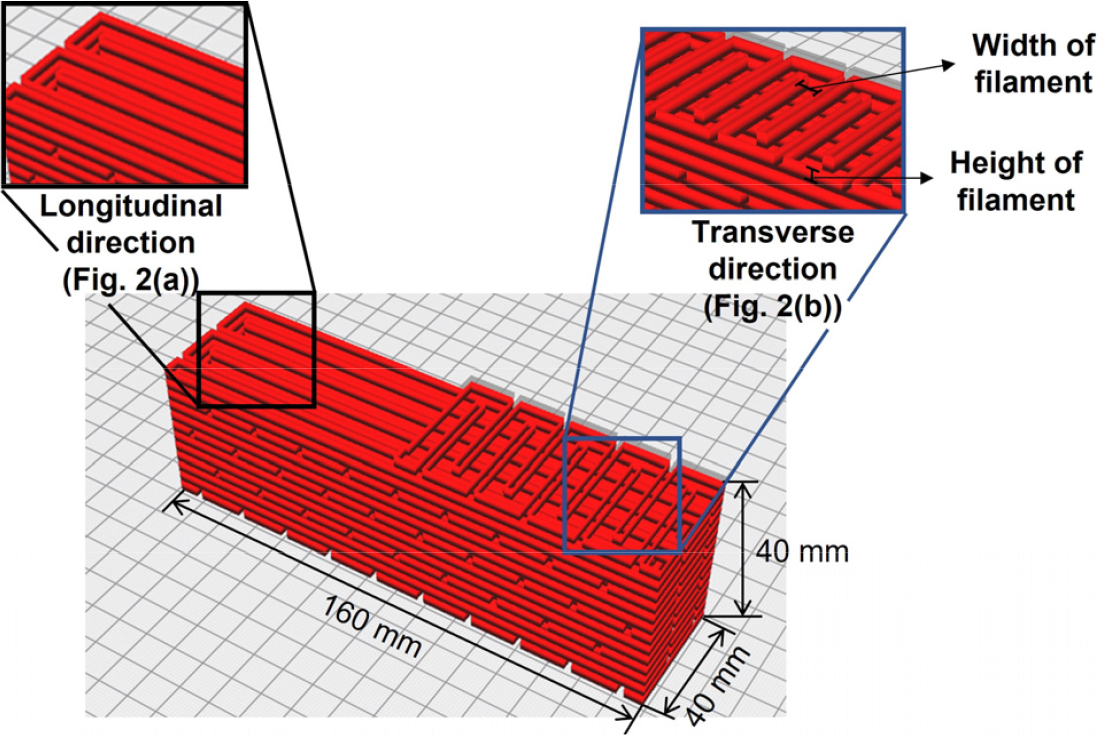
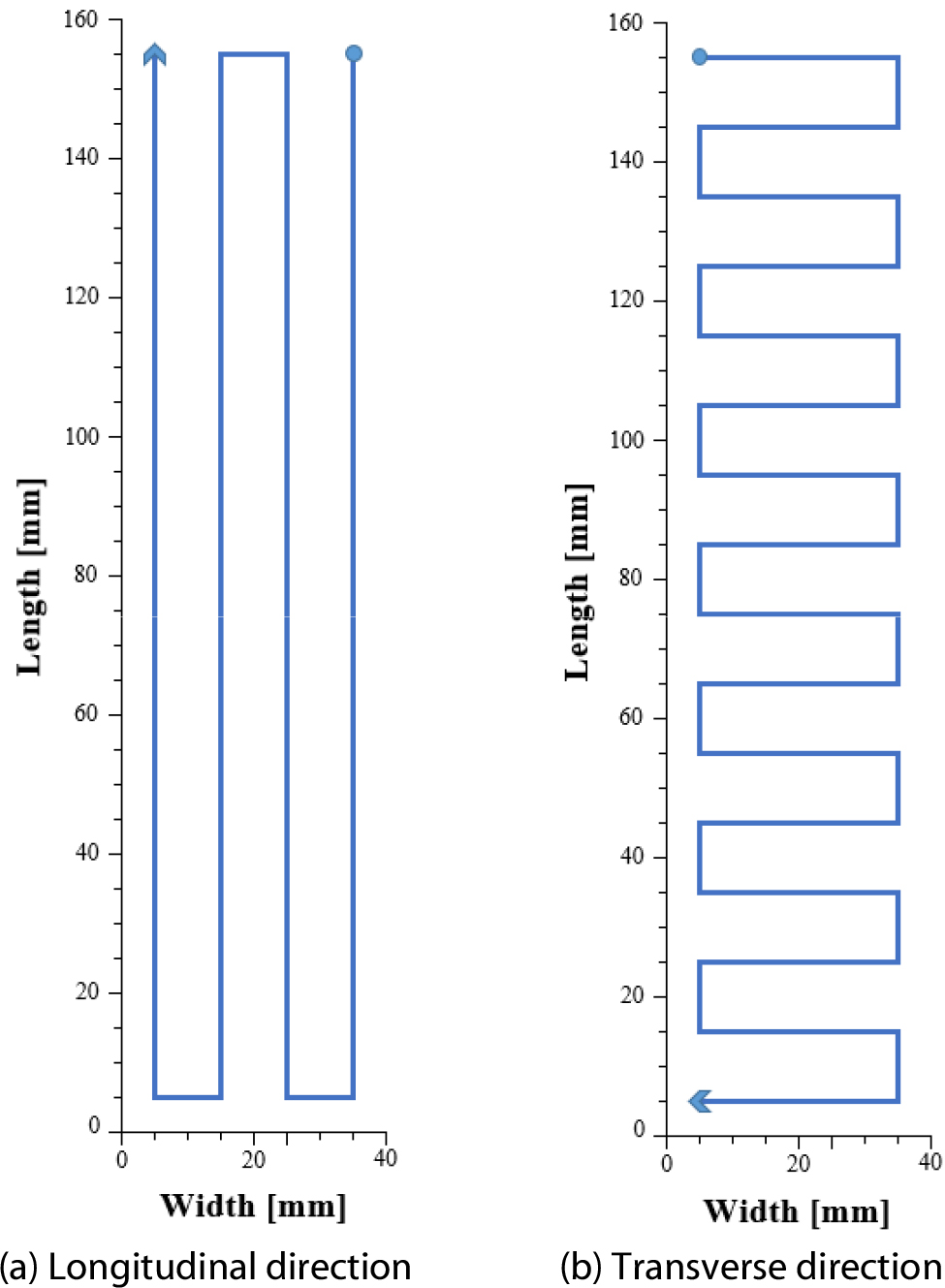
본 연구에서는 Ultimaker Cura 소프트웨어를 활용하여 시편의 형상과 출력 경로를 설계하였다. 콘크리트 강도 측정시험을 수행하기 위해 BS EN 196-1 규정을 준수하여 시편의 치수를 선정하였으며(40mm×40mm×160mm, Fig. 1), 출력 경로는 높은 강도를 가질 수 있도록 두 가지 패턴을 번갈아 출력하도록 설계하였다. 시편 최하단부의 첫 번째 패턴은 콘크리트의 출력이 수직 방향으로 진행되는 것이며(Fig. 2(a)), 그 상부의 두 번째 패턴은 수평 방향으로 콘크리트가 출력되는 것이다(Fig. 2(b)). 두 종류의 출력 경로를 층별로 번갈아서 사용하도록 시편의 형상과 출력 경로를 설계하였다. 3D 프린터를 제어하는 G-code는 시편의 형상과 출력 경로 설계 후 생성이 가능하며, 본 연구에서 사용한 3D 프린터에 적합한 출력조건과 콘크리트의 출력성 및 적층성을 고려하여 G-code를 수정하였다.
2.2 G-code 생성
3D 프린터를 제어하는 명령어인 G-code는 다양한 명령어로 구성된다(Fig. 3). 그중, G 명령어는 콘크리트가 출력되는 3D 프린터의 헤드를 제어하는 명령어로써, 3차원 좌푯값, E 명령어, F 명령어와 함께 입력된다. E 명령어는 3D 프린터로부터 콘크리트가 압출되는 양을 결정할 수 있다. 시편의 형상을 유지하면서 적은 출력시간을 가질 수 있는 최적의 시간당 압출량을 선정하였으며, 이를 3D 프린터에 적용하였다. F 명령어는 3D 프린터 헤드의 이동속도를 제어한다. 본 연구에서는 3D 프린팅 콘크리트 시편의 안정적인 출력을 위해 다양한 출력 속도를 갖도록 설정하였다. 콘크리트가 직선으로 출력되는 구간에서는 최고 550mm/min의 속도로 출력되며, 출력 방향이 변경되는 구간에서는 3D 프린터 헤드의 이동속도가 빠를 경우 출력성이 감소할 수 있으므로 450mm/min으로 늦추었다. 본 연구에서 사용한 G-code의 예시를 Fig. 3에 나타내었다.
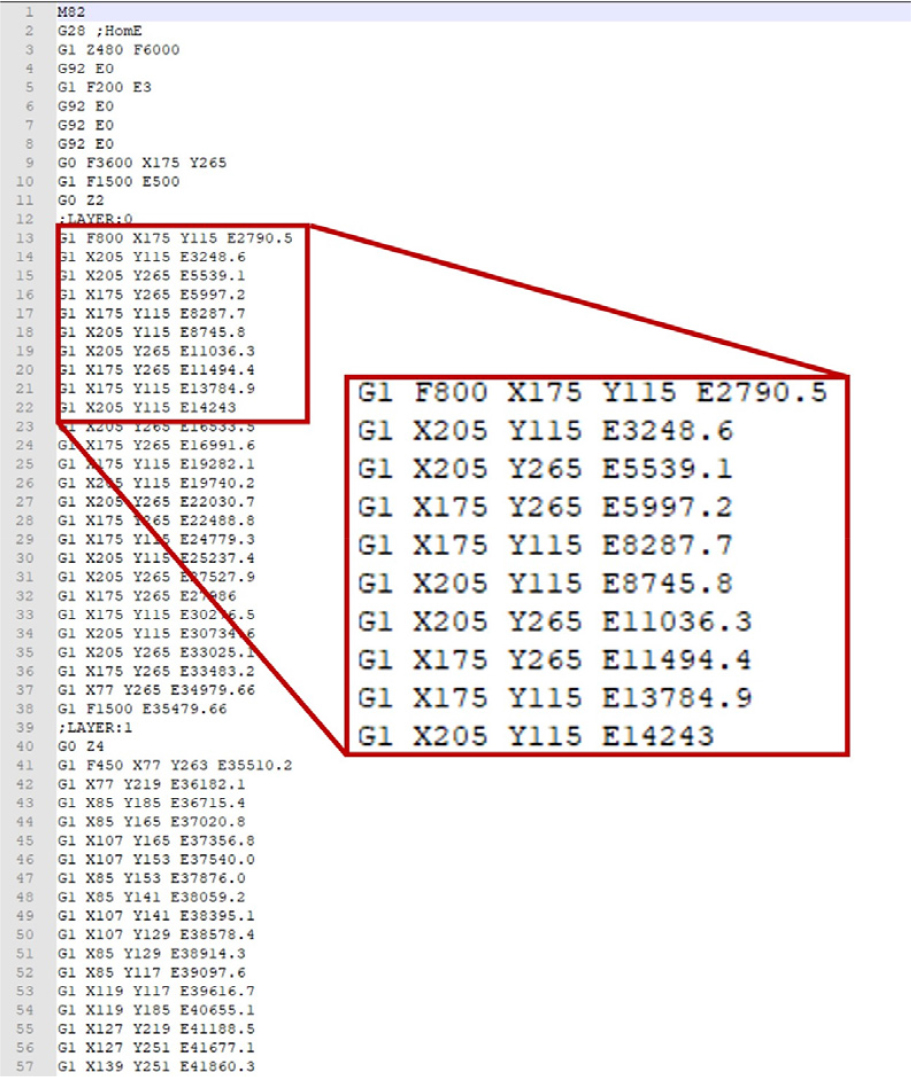
설계한 3D 프린팅 콘크리트 시편의 치수를 만족할 수 있도록 필라멘트의 높이와 폭을 각각 4mm와 10mm로 설정하였고, 레이어의 수는 10개로 설정하였다(Fig. 1). 선정한 필라멘트의 치수와 수를 적용하기 위해 3D 프린터의 노즐과 출력물 간의 거리를 조절하였고, 이를 반영할 수 있도록 G-code를 수정하여 사용하였다.
3. 시편 출력
3.1 3D 프린팅 콘크리트 배합비
3D 프린팅 콘크리트는 출력성과 적층성을 고려해야 한다. 출력성은 콘크리트의 유동성과 연관되며, 유동성이 높을수록 출력성은 증가하지만, 적층성은 감소한다. 3D 프린팅 콘크리트는 다수의 레이어를 적층하는 기법으로, 우수한 적층성이 요구되므로 높은 유동성과 우수한 적층성을 동시에 만족시키는 콘크리트 배합비가 요구된다.
본 연구에서는 Hirsch 등(2020)의 연구에서 제시한 3D 프린팅 콘크리트의 배합비를 기반으로, 본 연구에서 사용한 3D 프린터에 적합한 배합비로 수정하여 사용하였다. 콘크리트의 혼화재 중 플라이 애쉬(fly ash)는 콘크리트 장기강도와 수밀성(watertightness)을 향상시키고(Abdurman et al., 1996) 유동성을 증가시킬 수 있으며, 실리카 퓸(silica fume)은 콘크리트의 강도와 내구성을 증가시키고 유동성을 증가시키므로(Safwan and Mohamed, 1994) 혼화재로 사용하였다. 공기연행제(air- entraining admixtures)는 콘크리트의 단위수량을 저감시킬 수 있고 유동성을 증가시키며, 유동화제(superplasticizer) 또한 유동성을 개선할 수 있으므로 3D 프린팅 콘크리트의 혼화제로 사용하였다. 여러 개의 레이어를 가지는 3D 프린팅 콘크리트의 적층성을 만족할 수 있도록 메틸 셀룰로스(Methyl cellulose; Lee, 1999)를 증점제(thickener)로 사용하였으며, 연속적인 출력성을 위해 0.6 mm 이하의 입도를 가지는 잔골재를 사용하였다.
시편 출력에 사용되는 3D 프린터에 적절한 배합을 선정하기 위해 Fig. 4와 같은 알고리즘을 바탕으로 초기 배합을 수정하였다. 3D 프린팅 콘크리트 배합 시 출력성, 적층성 등을 확인하였으며, 물과 공기연행제, 유동화제, 증점제를 적절히 수정하여 최종 배합을 선정하였다(Table 1).
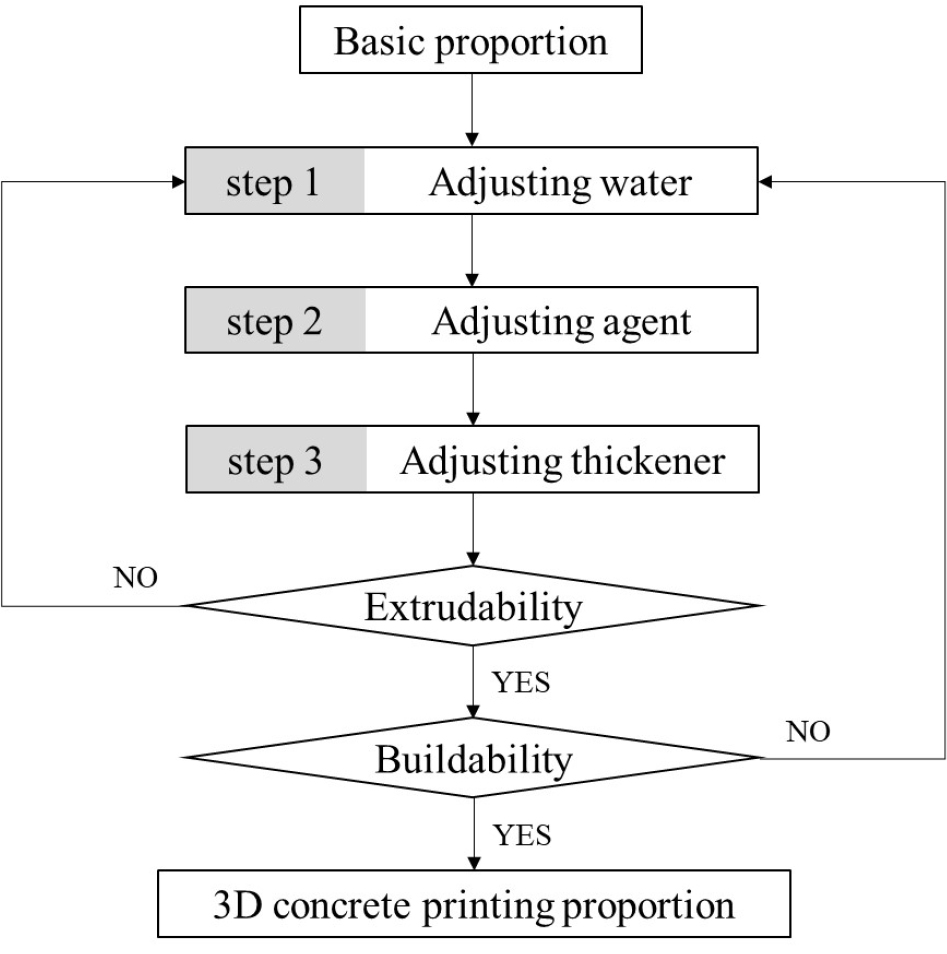
Table 1.
Mix design(W/B: Water/Binder ratio W: Water, C: Cement, F: Fly ash, SF: Silica fume S: Fine aggregate, SP: Superplasticizer, AE: Air-entraning agent, T: thickener)
| Sample |
W/B (%) | Amount of mixed materials(all quantities in grams) | |||||||
| W | C | F | SF | S | SP | AE | T | ||
| 3D printing concrete | 27 | 270 | 700 | 200 | 100 | 1000 | 20 | 5.68 | 5 |
3.2 3D 콘크리트 프린터
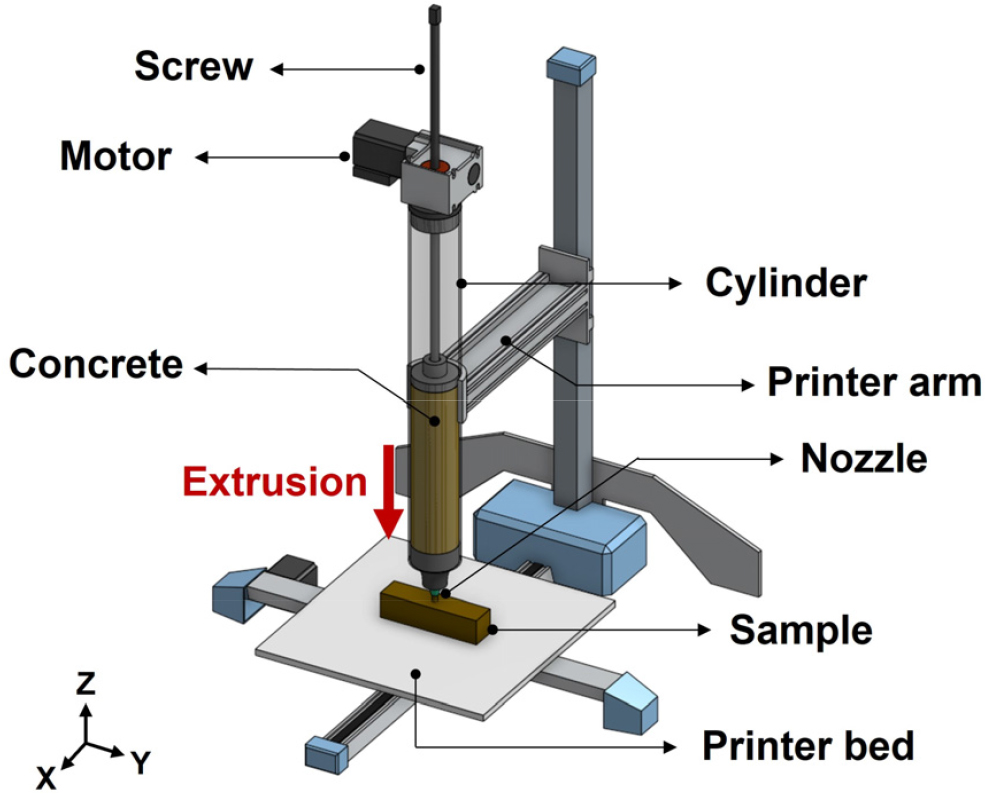
3D 프린팅 콘크리트 시편은 3D POTTER사의 3D PotterBot 9 Pro®(Fig. 5)를 이용하여 출력하였다. 3D PotterBot은 압출방식으로, 3D 프린터 상단부 위치한 스크류(screw)가 모터(motor)를 통해 피스톤 원리로 압력을 발생시키며, 이를 통해 투명한 실린더(cylinder)에 채워진 콘크리트가 출력된다. 시편이 출력되는 프린터 베드(printer bed)가 명령어를 통해 X, Y 방향으로 작동하며, 실린더(cylinder)가 체결된 프린터 암(printer arm)이 Z 방향으로 작동하여 설계한 형상에 따른 3D 프린팅 콘크리트 시편을 출력할 수 있다.
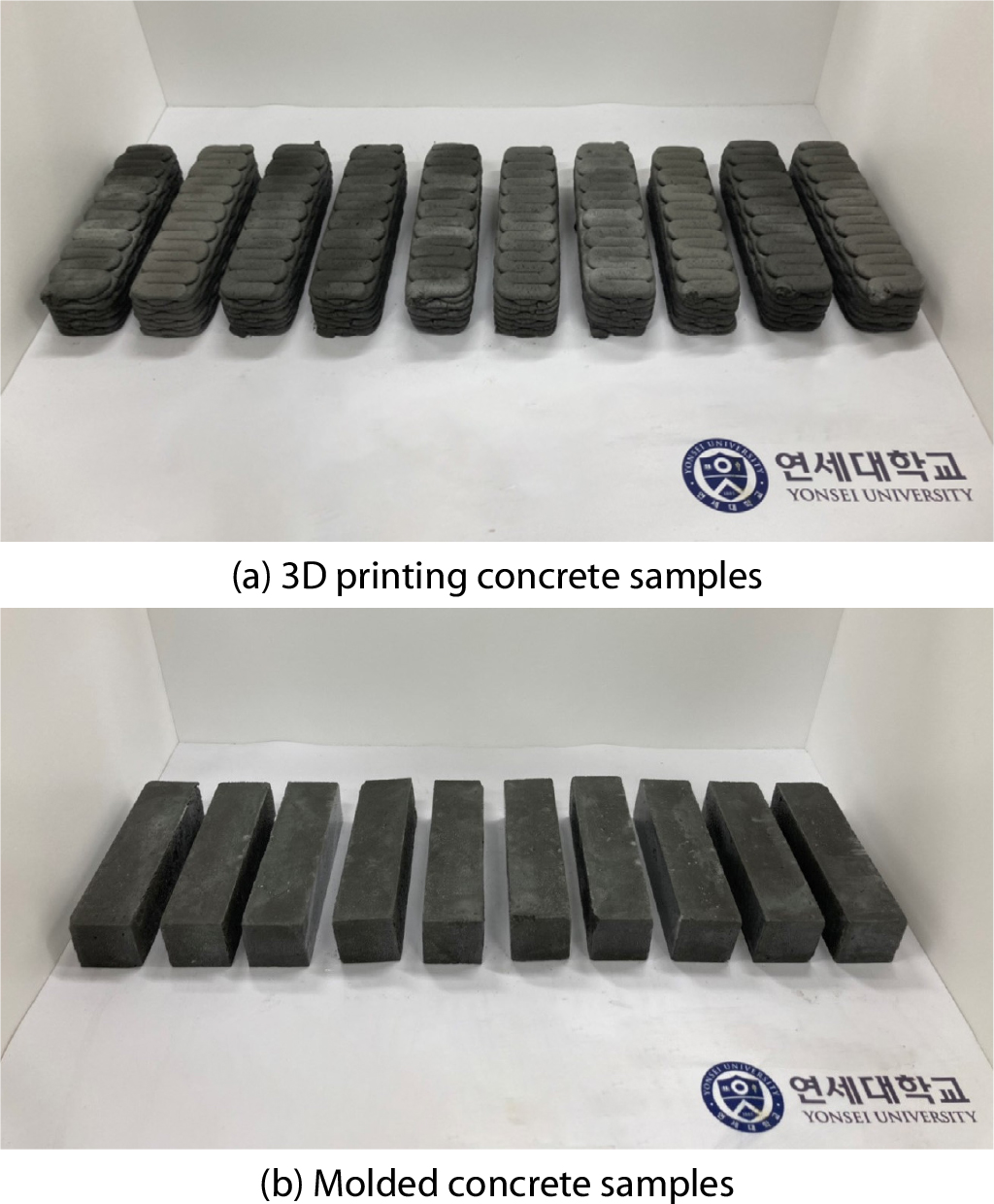
휨강도 시험 및 압축강도 시험을 수행하기 위해 총 10개의 시편을 출력하였으며(Fig. 6(a)), 3D 프린팅 콘크리트 시편의 물성 비교・분석을 위해 몰드 시편(molded specimen)을 10개 제작하였다(Fig. 6(b)). 몰드 시편은 설계한 3D 프린팅 콘크리트 시편과 동일한 치수(40mm×40mm×160mm)를 갖도록 아크릴 몰드를 제작하여 시편을 타설하였다.
4. 3D 프린팅 콘크리트 시편의 물성 분석
4.1 흐름 시험
흐름 시험(flow table test)으로 굳지 않은 콘크리트의 유동성 확인을 확인하였다. 시험은 BS EN 1015-3 규정에 준수하여 수행되었으며, Table 1에 제시한 배합비로 콘크리트를 배합하여 유동성을 확인하였다. 콘 모양의 몰드(Fig. 7)에 콘크리트를 2층으로 분류하여 삽입하고, 콘크리트가 균일하게 채워질 수 있도록 각 층별로 10회 다짐한다. 그리고 몰드를 서서히 제거하여 콘크리트의 직경을 측정하고, 시험기를 통해 15회 타격한 후의 콘크리트 직경을 측정하여 그 비율로 유동성을 확인하였다. 시험은 총 4회 수행하였으며, 평균값을 Table 2에 제시하였다.
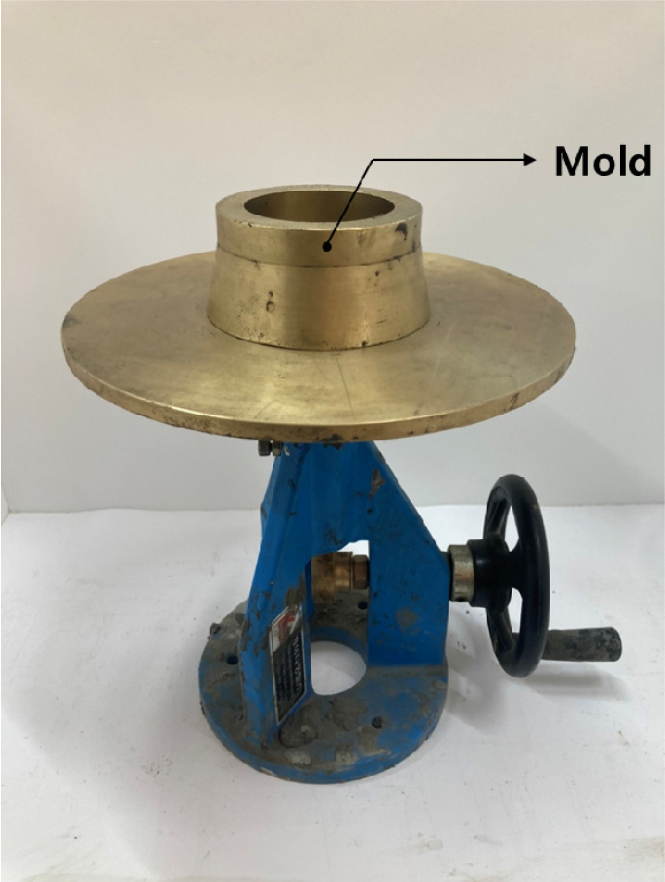
Table 2.
Flow of 3D printing concrete
| Before 15 table drops(mm) | After 15 table drops(mm) | Flow(%) |
| 101.27 | 121.08 | 19.56 |
몰드를 서서히 제거한 직후 콘크리트의 직경은 101.27mm이며, 15회 타격 후 콘크리트의 직경은 121.08mm로 유동성은 약 19.56%인 것으로 확인하였다. 선행연구에서 3D 프린팅 콘크리트의 유동성은 약 30%~40%인 것으로 제시하였으나(Hirsch et al., 2020), 본 연구에서는 3D 프린팅 콘크리트의 적층성을 향상시키기 위해 증점제를 사용하였으므로 다소 낮은 유동성이 나타나는 것으로 판단된다(Ko et al., 2021).
4.2 휨강도 시험
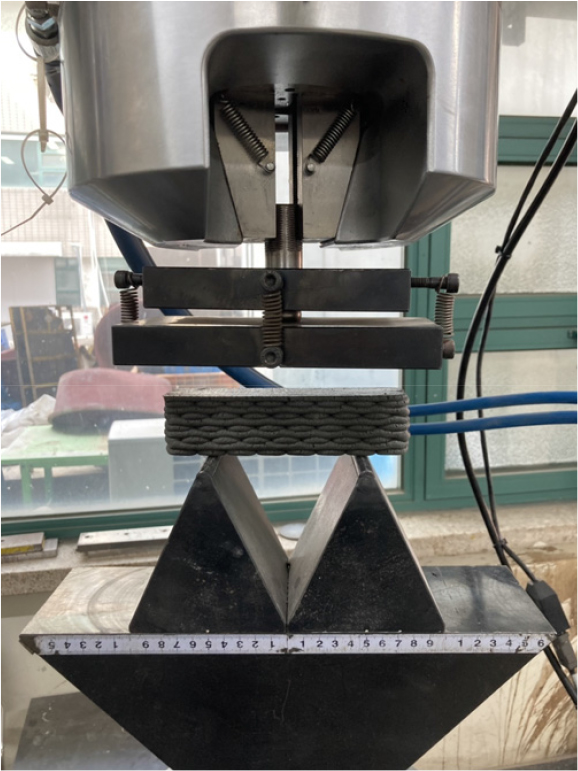
연구를 위하여 출력한 3D 프린팅 콘크리트 시편의 물성을 분석하기 위해 BS EN 196-1 규정에 근거하여 휨강도 시험을 진행하였다. 시험에는 3D 프린팅 콘크리트 시편과 몰드 시편 각각 10개를 이용하였으며, 측정된 휨강도의 평균값으로 비교・분석을 진행하였다. 휨강도는 동적 재료시험기(dynamic universal materials testing machine)를 이용하여 3점 굽힘 시험을 수행한 후(Fig. 8), 식 (1)을 이용하여 계산할 수 있다.
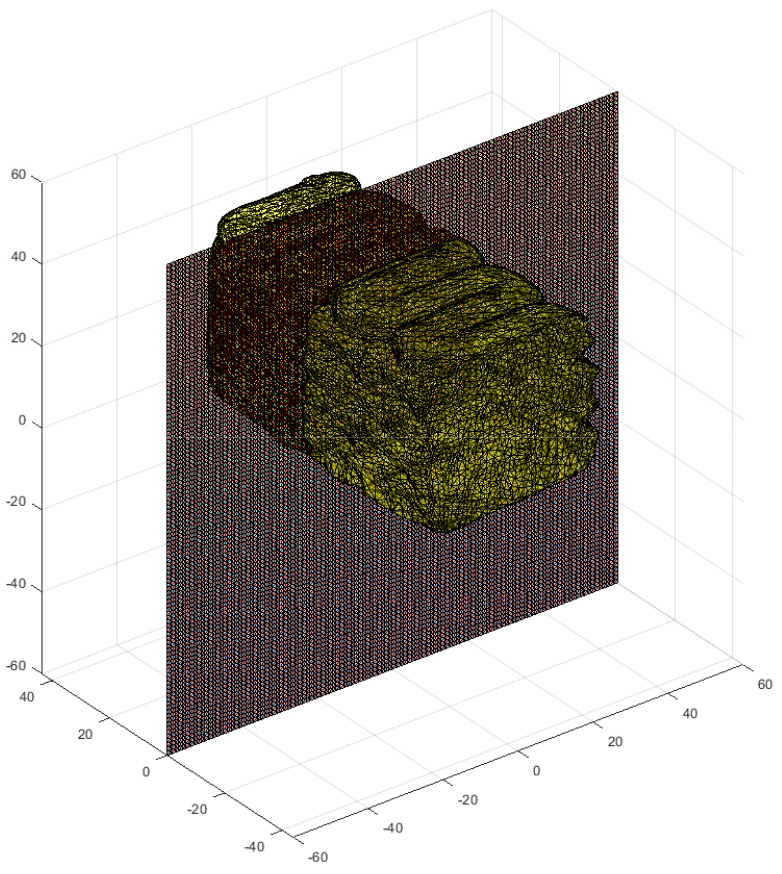
여기서, 는 휨강도이며, 는 동적 재료시험기가 나타내는 최대 하중, 은 지간, 와 는 각각 시편의 폭과 높이이다. 3D 프린팅 콘크리트 시편은 여러 개의 레이어로 구성되어 있어 몰드 시편 대비 형상이 고르지 않을 수 있다. 굳지 않은 콘크리트 특성상 각 레이어별로 출력되는 필라멘트의 폭과 높이가 다소 다를 수 있고, 적층 시 아래에 위치한 레이어의 콘크리트는 적층되는 콘크리트의 자중으로 시편 전체의 폭이 증가할 수 있다. 따라서, 본 연구에서는 3D 프린팅 콘크리트의 휨강도 계산에 정확한 시편 형상의 치수를 사용하기 위해 3D 스캐닝(3D scanning)을 수행하여 시편의 정확한 폭과 높이를 측정하였고(Fig. 9), 이를 계산에 사용하였다.
4.3 압축강도 시험
압축강도 시험은 휨강도에 사용된 시편을 이용하여 진행된다. 휨강도 시험 후 쪼개진 시편에 40mm×40mm의 단면적으로 하중이 가해질 수 있도록 40mm×40mm 크기의 하중판(loading plate)에 시편을 위치시킨 후 압축강도 시험기(Fig. 10)로 하중을 가하였다. 압축강도는 시험을 통해 얻을 수 있는 하중과 팁의 단면적을 이용하여 식 (2)를 통해 계산하였다.
여기서, 는 압축강도이며, 는 압축강도 시험기가 나타내는 최대 하중, 와 는 각각 하중판의 폭과 길이이며, 본 실험에서는 동일하게 40mm를 사용하였다. 시편에 균일한 단면적으로 하중을 가할 수 있도록 하중판을 활용하였으므로, 압축강도 계산에는 하중판의 폭과 길이를 사용하였다. 시험에는 3D 프린팅 콘크리트 시편과 몰드 시편 각각 10개의 시편을 사용하였으며, 평균값으로 비교・분석하였다.

4.4 압축강도 및 휨강도 시험 결과 비교・분석
휨강도 및 압축강도 시험은 각 시편별로 10번씩 수행하였으며, 평균값으로 그 결과를 비교・분석하였다. 시편별 휨강도 및 압축강도는 각각 Tables 3, 4에 나타내었다. 3D 프린팅 콘크리트 시편의 휨강도는 4.22MPa로 몰드 시편의 휨강도 대비 약 27.3% 낮게 측정되었으며, 압축강도는 17.21MPa로 약 44.1% 낮은 것을 확인할 수 있었다. 몰드 시편과 3D 프린팅 콘크리트 시편의 인장강도 표준편차는 각각 0.53, 0.26MPa이며, 압축강도의 경우 각각 3.81, 2.67 MPa이다.
Table 3.
Flexural strengths of each concrete sample
| Samples | Flexural strength(MPa) | Standard deviation(MPa) |
| Molded concrete | 5.43 | 0.53 |
| 3D printing concrete | 4.22 | 0.26 |
Table 4.
Compressive strengths of each concrete sample
| Samples | Compressive strength(MPa) | Standard deviation(MPa) |
| Molded concrete | 30.77 | 3.81 |
| 3D printing concrete | 17.21 | 2.67 |
콘크리트 타설 시 3층으로 분류하여 콘크리트를 타설하고 각 층별로 충분한 다짐과 몰드에 진동을 가하여 공극을 감소시킬 수 있으나, 3D 프린팅 콘크리트 시편은 다짐과 진동을 가할 수 없다. 또한, 유동성 증가를 위해 콘크리트 배합에 사용된 혼화제는 콘크리트의 점성을 증가시켜 공극을 유발할 수 있으며, 적층 레이어의 계면에는 다소 많은 공극이 분포될 수 있으므로(Ji et al., 2022) 3D 프린팅 콘크리트시편은 몰드 시편 대비 낮은 강도를 갖는 것으로 판단된다.
5. 결 론
본 논문에서는 3D 프린팅 콘크리트 시편의 물성을 분석하였다. 3D 프린팅 콘크리트 시편을 출력하기 위한 시편 형상과 출력 경로는 Ultimaker Cura 소프트웨어를 활용하여 설계하였다. 시편 치수는 휨강도 및 압축강도 시험을 위한 BS EN 196-1 규정을 준수하였으며, 시편 형상 및 치수를 만족하도록 필라멘트의 수와 폭, 높이를 선정하였다. Ultimaker Cura 소프트웨어로 설계한 시편에 따른 G-code를 생성하였으며, 본 연구에서 사용한 3D 프린터의 출력 환경에 적합하도록 G-code를 수정하였다.
3D 프린팅 콘크리트는 충분한 적층성과 출력성, 유동성이 요구되므로 혼화재 및 혼화제를 함께 활용하여 최종 배합을 선정하였다. 3D 프린팅 콘크리트의 물성 분석을 위한 시험은 휨강도 시험과 압축강도 시험을 진행하였으며, 비교・분석을 위해 동일한 치수를 갖는 몰드 시편을 함께 사용하여 시험을 수행하였다. 3D 프린팅 콘크리트 시편은 다소 불균일한 단면적을 가지므로 3D 스캐닝으로 실제 출력 후 양생된 단면적을 측정하여 휨강도 계산에 사용하였고, 각 결과를 비교・분석하였다.
3D 프린팅 콘크리트 시편의 휨강도와 압축강도는 몰드 시편 대비 각각 27.3%, 44.1% 낮게 측정되었다. 3D 프린팅 콘크리트 시편은 출력 후 다짐과 진동을 통해 공극을 감소시킬 수 없으며, 우수한 유동성을 위해 사용된 혼화제는 콘크리트의 점성을 높여 공극을 유발할 수 있다. 또한, 적층 레이어의 계면에 많은 공극이 분포될 수 있으므로, 몰드 시편 대비 공극률이 높을 것으로 예상된다. 따라서 3D 프린팅 콘크리트 시편은 몰드 시편보다 낮은 강도를 갖는 것으로 판단된다.
향후에는 마이크로-CT 등으로 얻은 3D 프린팅 콘크리트 시편의 3차원 미세구조 분석으로 적층 및 필라멘트 계면의 공극 분포를 확인하여 강도에 미치는 영향을 분석하고, 강도를 증진 시킬 수 있는 방안에 관한 연구를 수행하고자 한다. 3D 프린팅 콘크리트는 프린팅 패턴을 통해 성능을 최적화할 수 있을 것으로 기대되며, 배합비 조절을 통해서도 성능이 향상될 것으로 판단된다. 또한, 부재 스케일에서의 실험과 해석을 통해 3D 프린팅 콘크리트의 물성 분석 연구를 진행할 예정이다.
