

1. 서 론
다양한 산업분야에서 서로 다른 크기와 성질을 가진 입자 혼합에 대한 연구가 수행되고 있다. 고체, 유체, 기체입자 간의 혼합은 화학, 의학, 제조공학 등의 광범위한 분야에서 필수적인 역할을 하고 있으며 점차 그 효용성은 높아지고 있다. 입자 혼합을 통해 물리적, 화학적 변화를 촉진시킴으로써 우수한 성능을 가진 물질의 상태를 조성할 수 있다. 수많은 입자들을 효과적으로 혼합하기 위해서는 각 입자 및 공정의 특성을 파악 하여 적합한 혼합기를 선정 및 설계할 필요가 있다(Cleary and Sinnott, 2008). 이를 통하여 효과적이고 균질한 혼합 물을 얻을 수 있으며, 또한 최적의 입자혼합 조건을 찾아 공정을 수행함으로써 시간, 비용, 자원 등의 관점에서 효율성을 추구할 수 있다.
일반적으로 입자혼합에는 기계적 장치가 이용되고 있으며, 목적과 특성에 따라 다양한 형태의 혼합장치가 존재한다. 혼합기는 혼합형식에 따라 탱크 혼합기와 유동식 혼합기로 크게 나누어 생각할 수 있다. 또한 혼합용 블레이드의 형식에 따라 터빈형, 나선형, 축형 등의 여러 종류로 분류된다(Choi et al., 2013).
전산해석 기술의 발전과 보급에 따라서 효과적인 입자혼합 과정의 조건들을 찾아 내거나 고성능의 입자혼합 장치를 설계 하기 위한 연구에 실험뿐만 아니라 전산해석 기법이 활용되고 있다. 특히 입자의 혼합공정을 수치적으로 접근하기 위하여 이산요소법(discrete element method)을 이용한 연구가 활발히 수행되고 있다(Boonkanokwong et al., 2016; Chandratilleke et al., 2009; Hassanpour et al., 2011; Pantaleev et al., 2017). 이산요소법은 입자 거동을 효율적 으로 모사할 수 있는 방법으로, Cundall과 Strack (1979)에 의해 제안된 이후 수많은 입자로 구성된 시스템에 대한 해석에 다양하게 활용되고 있다(Nguyen et al., 2013; Song and Park; 2014; Zhang et al., 2011).
본 연구에서는 탱크 혼합기의 임펠러 블레이드에 대하여 설계변수를 선정하고, 설계변수가 입자의 혼합성능에 미치는 영향을 분석하고자 한다. 편평한 패들(flat paddle) 형식의 블레이드를 대상으로 하였으며, 이때 블레이드의 각도, 길이, 개수, 블레이드와 혼합기 탱크 바닥과의 간극을 설계변수로 하였다. 다양한 설계변수 조합에 따라서 입자혼합 공정을 이산 요소법으로 해석하고, 혼합지수(mixing index)를 도입하여 혼합성능을 정량적으로 분석하였다. 또한 실험계획법(Jeong et al., 2017; Lee and Yu, 2017)을 이용하여 각각의 설계 변수의 효과를 고찰하고 가장 우수한 혼합성능을 나타내는 설계변수의 조합을 도출하였다.
2. 입자혼합 공정 해석
이 장에서는 혼합기 해석모델과 설계변수를 선정하고, 이산 요소법을 이용한 해석과정에 대해 살펴본다. 또한, 혼합성능을 정량적으로 분석하기 위한 혼합지수를 정의한다.
2.1. 해석모델 및 설계변수 선정
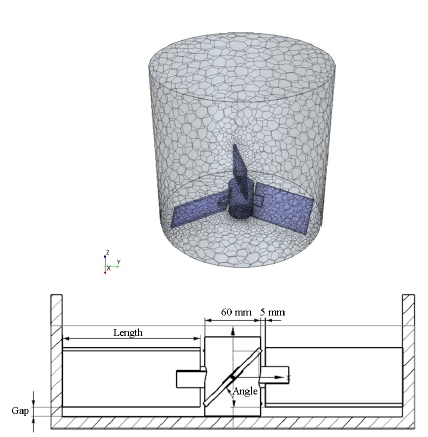
본 연구에서 다루는 혼합기는 Fig. 1과 같이 높이가 400 mm, 반지름이 200mm인 원통형 용기의 하단부 중심에서 폭 5mm의 편평한 패들 블레이드가 회전하면서 고체 입자를 혼합 시킨다. 여기에서 Fig. 1 및 Table 1에 나타낸 바와 같이 블레이드의 각도(A )와 길이(L ), 개수(N ), 블레이드와 원통 바닥과의 간극(G )을 설계변수로 고려하였으며 각각의 설계변 수에 대하여 3개의 수준을 선정하였다. 혼합기 블레이드는 회전 중심축을 기준으로 원주방향으로 같은 간격으로 배치되어 있다. 혼합되는 고체 입자의 지름과 밀도는 10mm와 2,500kg/m3 으로 모두 동일하다고 가정하였으며 총 27,000~28,000개의 입자를 대상으로 해석하였다. 실제 자연상태의 입자는 크기, 밀도, 형상 등이 불균일하며, 이로 인해 혼합과정에서 고르게 섞이지 않는 편석(segregation) 현상이 발생한다(Poux et al., 1991; Rhodes, 2013). 본 연구에서는 동일한 크기의 입자를 사용함에 따라서 편석 현상은 고려되지 않았다.
2.2. 이산요소법에 의한 입자의 혼합공정 해석
본 연구의 혼합공정 해석에는 이산요소법이 활용되었다. 이산요소법은 이산화된 입자에 독립적인 병진 및 회전 자유도를 부여하고 입자와 입자, 입자와 벽면의 충돌 또는 접촉을 고려 하는 방법으로, 많은 수의 입자로 이루어진 시스템을 효율적으로 해석하기에 적합하다. 입자의 상호작용을 고려하는 방법으로는 Hertz-Mindlin 모델, 선형 스프링 모델, Walton-Braun 모델 등이 있는데, 본 연구에서는 가장 많이 사용되는 대표적인 방법인 Hertz-Mindlin 접촉이론에 기반한 spring-dashpot 모델을 사용하였다. Fig. 2에 나타낸 두 입자 i와 j 사이의 접촉력은 다음과 같이 접선방향의 성분 과 법선방향의 성분 으로 나누어 생각할 수 있다.
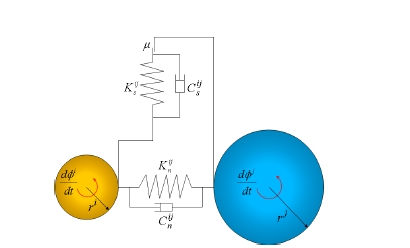
여기에서 접선 및 법선방향의 스프링 계수 , 와 감쇠 계수 , 는 입자의 크기, 질량, 탄성계수, 프와송비와 입자의 접촉이 발생한 점에서의 겹침량(overlap) , 및 상대속도 , 에 의해 결정된다(Cundall and Strack, 1979). 접선방향의 접촉력은 식 (2)와 같이 마찰계수 μ가 도입되어 마찰력으로 최대크기가 제한되며, 감쇠계수에는 입자 사이의 반발계수가 관여한다. 본 연구에서는 입자에 대해 탄성계수 62.4MPa, 프와송비 0.3를 사용하였으며, 원통형 용기와 블레이드에 대해 탄성계수 68GPa, 프와송비 0.33을 사용하였다. 또한 입자와 입자, 입자와 원통형 용기, 입자와 블레이드 사이의 마찰계수와 반발계수는 모두 0.3으로 가정하여 해석을 수행하였다.
각각의 입자에 대하여 식 (1)과 (2)의 합으로 주어지는 접촉력 벡터 와 중력가속도 벡터 g를 고려하면 다음과 같은 운동방정식을 세울 수 있으며, 이 식을 시간에 대해 이산화하여 적분함으로써 시간에 따른 입자의 거동을 모사한다.(3)
여기에서 mi 와 Ii 는 입자 i의 질량과 질량관성모멘트이며 xi 와 ϕi 는 입자 i의 위치(변위) 및 각변위 벡터이다. 또한 Ni 는 입자 i와 접촉하고 있는 입자의 수를 의미한다. 식 (4)에서의 는 입자 j와의 접촉에 의해 입자 i에 발생하는 토크로, 반지름이 ri 인 입자 i의 중심에서 반지름이 rj인 입자 j와의 접촉점을 잇는 벡터 와 접촉력의 곱으로 주어 진다.
본 연구에서는 상용소프트웨어인 Star-CCM+를 이용하여 입자의 혼합과정에 대한 이산요소해석을 수행하였다. 먼저 원통형 용기의 상단에서 입자를 생성시키고 중력과 입자 사이의 충돌을 고려하면서 입자를 낙하시켜 적층시켰다. Fig. 3(a)와 (b)의 첫 번째 그림(t =0s)은 원통형 용기에 약 27,000개의 입자가 적층된 초기상태를 나타낸 것으로, 각 입자의 색은 초기상태의 수직방향 좌표에 상응한다. 이후 입자가 크게 튀어 오르지 않는 범위에서 임펠러를 빠르게 회전시켜 일정시간 동안 입자를 혼합시켰다. 여기에서 적정 회전속도를 선정할 필요가 있으나, 본 연구에서는 블레이드의 형상과 개수의 영향 분석에 중점을 두어 회전속도는 상대적으로 빠른 120rpm으로 고정하였다. 또한, 총 혼합시간 역시 중요한 설계변수가 될 수 있다. 특히 입자의 크기가 동일하지 않은 경우에 혼합시간이 길어지면 편석 현상이 증가하기 때문에 최적의 혼합시간을 찾을 필요가 있다. 그러나 본 연구에서는 동일한 크기의 입자를 대상으로 하고 있으므로 총 혼합시간은 10s로 고정하였다. 해석에 사용된 시간간격(time step)은 0.0025s이다. 해석에는 i7-5820k CPU의 단일 코어와 32 GB의 RAM이 사용되었 으며, 하나의 설계변수 조합에 대해 소요된 계산시간은 약 10 시간이다.
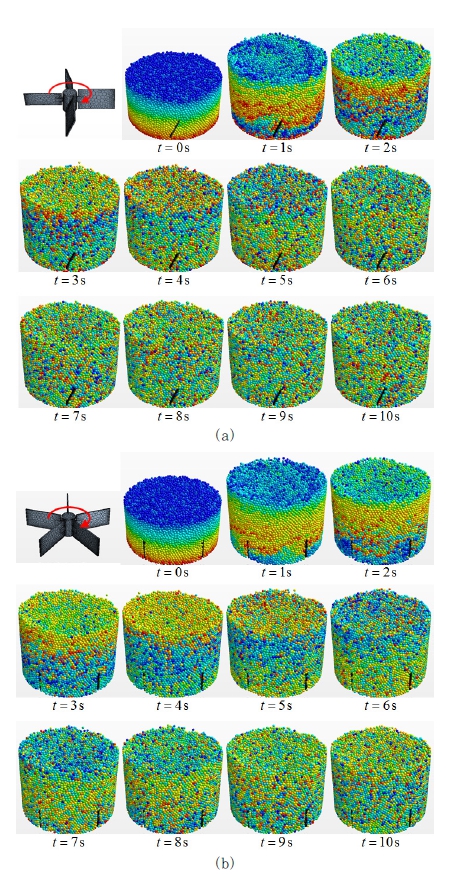
Fig. 3
Simulation results of particle mixing process in the case of:(a) A =67.5˚, L=160mm, N =4, and G=15mm; and (b) A =90˚, L=160mm, N =5, and G =5mm
Fig. 3(a)는 블레이드의 각도 67.5˚, 길이 160mm, 개수 4, 간극 15mm를 설계변수로 선정한 경우에 대한 해석결과이며, Fig. 3(b)는 각도 90˚, 길이 160mm, 개수 5, 간극 5mm에 대한 해석결과이다. Fig. 3으로부터 혼합기 임펠러의 회전에 따라 서로 다른 색의 입자가 골고루 섞이는 것을 확인할 수 있으며, 특히 같은 시간에서의 결과를 비교해 보면 Fig. 3(a)의 경우가 Fig. 3(b)보다 훨씬 더 빠르게 혼합되는 것을 알 수 있다.
2.3. 혼합지수 도입을 통한 정량적인 혼합성능 분석
위에서 Fig. 3에 나타낸 혼합공정 해석결과로부터 직관적으로 혼합성능을 판단할 수 있으나, 다양한 설계변수 조합에 따른 혼합성능을 정량적으로 비교, 분석할 수 없는 한계가 있다. 그러므로 입자의 혼합수준을 정량적으로 나타낼 수 있는 혼합 지수(mixing index)를 도입할 필요가 있다. 본 연구에서는 동일한 크기의 입자혼합에 대하여 가장 효과적으로 혼합수준을 평가할 수 있는 것으로 알려져 있는 인접거리법(neighbour distance method)에 의한 혼합지수를 도입하였다(Wen et al., 2015). 만약 입자의 크기가 다양한 경우에는 또 다른 방법의 사용을 검토할 필요가 있다(Cho, 2017; Cho et al., 2017; Poux et al., 1991). 인접거리법은 가장 인접한 두 입자 사이의 거리와 무작위로 선택된 입자 사이의 거리 관계를 비교하여 나타내는 것으로 다음과 같이 혼합지수 M 을 정의할 수 있다.
여기에서 Np는 전체 입자의 수이며, d 는 입자의 평균 지름 으로 본 연구에서는 동일한 지름의 입자를 대상으로 하고 있기 때문에 d=10mm이다. 또한 Dij는 초기상태에서 입자 i의 중심에서 가장 가까운 거리에 이웃한 입자 j의 중심까지의 거리이고, Dik는 입자 i의 중심에서 무작위로 선택된(randomly selected) 입자 k의 중심까지의 거리이다. 혼합 전의 초기 상태에서는 인접한 입자 사이의 거리가 무작위로 선택된 입자 사이의 거리에 비해 매우 작으므로 혼합지수 M 은 거의 0의 값을 갖는다. 혼합이 진행되면 초기상태에서 인접했던 입자들의 거리가 증가하면서 무작위로 선택되었던 입자들의 거리와 유사 한 수준의 값을 갖는다. 그러므로 완전하게 혼합된 상태로 갈 수록 식 (5)의 혼합지수 M 은 1에 가까워진다.
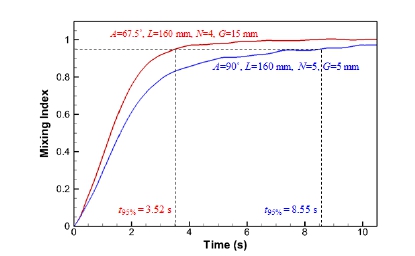
앞서 Fig. 3에 나타낸 두 경우에 대하여 혼합지수 M 을 시간에 따라 나타내면 Fig. 4와 같다. 본 연구에서는 Fig. 4와 같이 혼합지수가 0.95에 이르는 시간을 t95% 로 정의하고 비교 함으로써 혼합성능을 분석하였다. Fig. 3(a)의 결과에 대한 t95% 는 3.52s이며, Fig. 3(b)의 경우에는 8.55 s로 나타나는 것으로부터 Fig. 3(a)의 경우가 훨씬 효율적으로 입자를 혼합 시키고 있음을 확인할 수 있다. 이와 같이 혼합지수를 도입하면 설계변수에 따른 혼합수준을 정량적으로 명확하게 비교할 수 있다.
3. 설계변수에 따른 혼합특성 분석
앞서 설명한 해석모델에 대하여 이산요소법을 이용하여 혼합공정을 해석하고, 혼합지수를 도입하여 설계변수에 따른 혼합성능을 고찰한다. 먼저 완전요인배치에 의한 수치실험으로 설계변수에 의한 영향을 분석한 후, 상대적으로 영향이 적은 설계변수를 배제하고 추가적인 수치실험을 수행함으로써 최적의 설계변수 조합을 찾는다.
3.1. 완전요인배치에 의한 설계변수 효과 분석
설계변수에 대하여 각각의 설계변수가 얼마나 큰 영향을 미치는지, 또한 설계변수 사이의 교호작용의 수준이 얼마나 크게 나타나는지를 미리 알 수 있다면 일부실시 실험계획법 (fractional factorial design)을 통하여 효율적인 효과 분석이 가능하다. 그러나 본 연구에서 선정한 설계변수인 블레이드의 각도, 길이, 개수, 간극의 영향을 사전에 알 수 없으므로 각각의 설계변수에 대하여 3개의 수준을 고려하여 완전요인배치(full factorial design)를 통해 설계변수의 주효과와 교호작용을 분석하였다.
모든 변수조합에 대한 총 81개의 해석결과를 t95% 로 얻어내고 상위 14개와 하위 9개의 해석결과를 Table 2에 정리하였다. 가장 우수한 성능을 나타내는 설계변수 조합은 각도 67.5˚, 길이 160mm, 개수 4, 간극 15mm으로 나타난다. Fig. 5는 각 설계변수가 t95%에 미치는 주효과도를 나타낸 것으로, 이로 부터 어떤 변수가 평균적인 개념에서 가장 큰 영향을 미치는지 확인할 수 있다. 본 연구에서 선정한 설계변수 중에서 각도가 가장 큰 주효과도를 나타내며, 각도가 90˚일 때는 블레이드 회전에 따른 수직방향 혼합이 원활하게 이루어지지 않기 때문에 매우 느리게 혼합되는 것을 확인할 수 있다. 그 다음으로 개수와 길이 순으로 주효과도가 나타난다. 간극은 가장 낮은 주효과도를 나타내며, 다른 설계변수에 비하여 상대적으로 낮은 영향을 미치는 것을 확인할 수 있다.
Table 2
Comparison of simulation results in terms of t95% , depending on the design parameters

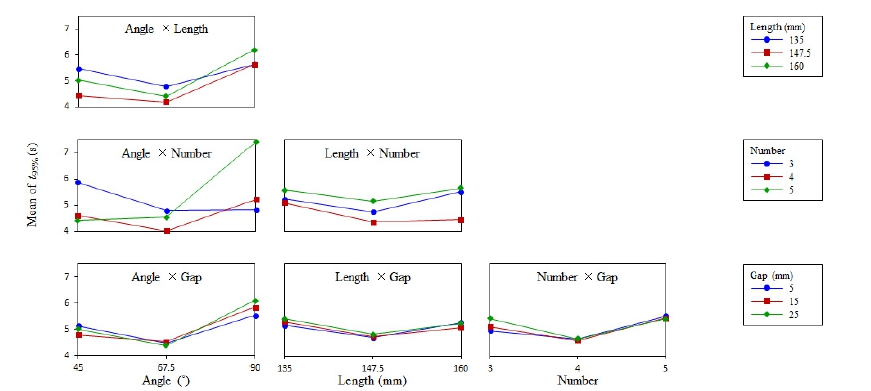
Fig. 6은 설계변수 사이의 교호작용을 분석한 그래프이다. 각도, 길이, 개수에 대한 교호작용 그래프에서 각각의 직선들 이 평행하게 나타나지 않는 것으로부터 설계변수 사이의 교호 작용이 강하게 나타나는 것을 확인할 수 있다. 그러므로 최적의 혼합성능을 나타내는 혼합기 블레이드를 설계하기 위해서는 각도, 길이, 개수에 대한 교호작용까지 고려하여 적절한 설계 변수 조합을 선택해야 함을 알 수 있다. 또한 주효과도가 낮은 간극은 다른 설계변수와의 교호작용도 상대적으로 약하게 나타난다.
3.2. 각도 및 길이의 영향에 대한 추가 분석
이어서, 설계변수에 대한 분석 결과를 바탕으로 설계변수 수준을 세분화하여 설계변수에 대한 최적의 조합을 찾는다. 블레이드의 개수는 세분화시킬 수 없는 정수형 변수이므로 3, 4, 5인 경우 각각에 대하여 각도와 길이에 대한 추가적인 분석을 수행하였다. 여기에서 간극은 다른 설계변수에 비하여 주효과도와 교호작용이 무시할만한 수준으로 낮기 때문에 15mm로 고정하였다.
설계변수 4개에 대한 3-수준 완전요인배치표에서 가장 우수 한 혼합성능을 나타내는 설계변수 조합은 각도 67.5˚, 길이 160mm, 개수 4, 간극 15mm이다. 이러한 조합(Table 2의 Rank 1)을 기준으로 하여 블레이드의 수가 4일 때의 추가 분석을 수행하였다. 이 경우에 블레이드가 더 이상 길어질 수 없는 160mm의 길이에서 가장 높은 혼합성능을 보이고 있으 므로 길이에 대한 추가적으로 고찰없이 160mm를 최적의 길이로 간주할 수 있으며, 각도에 대해서만 45˚, 52.5˚, 60˚, 67.5˚, 75˚, 82.5˚, 90˚로 세분화시켜 그 해석결과를 t95%로 Fig. 7(a)에 정리하였다. 각도가 67.5˚일 때 가장 효율적인 혼합이 가능한 것을 확인할 수 있으며, 최종적으로 블레이드 4개에 대하여 각도 67.5˚, 길이 160mm의 최적조합을 확정할 수 있다.

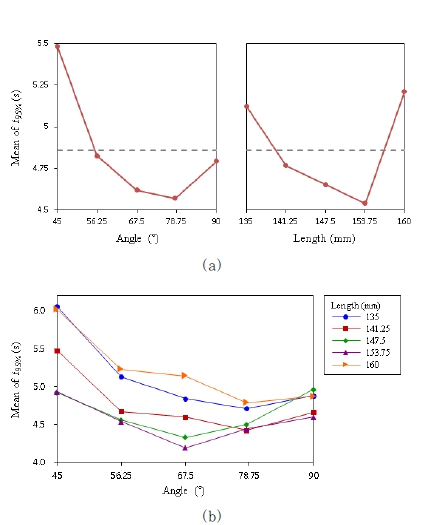
Fig. 7
Effect of blade angle on mixing performance: (a) t95% versus blade angle in the case of four blades; and (b) t95% versus blade angle in the case of five blades
블레이드의 수가 5인 경우에는 각도 45˚, 길이 160mm, 간극 5mm(Table 2의 Rank 3)가 가장 우수한 성능을 나타 내는 조합이다. 간극의 영향은 크지 않기 때문에 추가 분석에 대한 일관성을 유지하기 위하여 간극을 15mm로 고정하였다. 또한 블레이드의 수가 4인 경우와 마찬가지로 가장 긴 블레이드 길이 160mm에서 가장 우수한 혼합성능이 나타나기 때문에 최적의 길이를 160mm로 고정하고, 각도를 30˚, 37.5˚, 45˚, 52.5˚, 60˚, 67.5˚, 75˚, 82.5˚, 90˚로 다르게 하여 추가적으로 분석하였다. 해석결과는 Fig. 7(b)와 같으며, 최종적으로 블레이드 수가 5일 때의 최적조합을 각도 52.5˚, 길이 160mm 로 생각할 수 있다.
마지막으로 블레이드의 수가 3일 때의 설계변수의 최적조합을 분석하였다. Table 2의 전반적인 결과에서 블레이드의 수가 3인 경우에는 4 또는 5인 경우보다 상대적으로 느리게 혼합이 되는 것을 알 수 있지만, 가장 우수한 성능을 나타내는 조합은 각도 67.5˚, 길이 147.5mm, 간극 5mm(Table 2의 Rank 14)이다. 이와 같이 블레이드 3개에 대한 결과에서는 가장 긴 길이에서 가장 우수한 성능이 나타나지 않았기 때문에 각도뿐만 아니라 길이에 대한 영향을 동시에 추가 분석하였다. 앞의 경우와 마찬가지로 간극은 15mm로 고정하였다. 블레이드의 각도는 45˚, 56.25˚, 67.5˚, 78.75˚, 90˚로, 길이는 135mm, 141.25mm, 147.5mm, 153.75mm, 160mm로 각각 세분 화하고 총 25개의 해석결과를 t95% 로 종합하여 Fig. 8(a)에 각도와 길이의 주효과도로 나타내었다. 블레이드 수가 4 또는 5인 경우와 달리, 가장 낮은 혼합성능이 나타나는 각도가 90˚가 아니며 160mm의 길이에서는 오히려 혼합성능이 저하된다. 또한 Fig. 8(b)와 같이 각도와 길이에 대한 교호작용이 존재 하는 것을 확인할 수 있으며, 설계변수에 대한 최적조합은 각도 67.5˚, 길이 153.75mm로 찾을 수 있다.
4. 결 론
본 연구에서는 원통형 혼합기에 대하여 블레이드의 각도, 길이, 개수 및 블레이드와 원통형 용기 하단과의 간극을 설계 변수로 선정하여 설계변수가 혼합성능에 미치는 영향을 분석 하였다. 입자의 혼합공정 해석에는 이산요소법을 활용하였으며, 혼합수준에 대해 정량적으로 비교하기 위하여 인접거리법에 의한 혼합지수를 도입하였다. 총 4개의 설계변수에 대한 3- 수준 완전요인배치를 통해 주효과와 교호작용을 분석함으로써 입자의 혼합성능에 블레이드의 각도가 가장 지배적인 영향을 미치며 간극은 큰 영향을 미치지 않는다는 것을 확인하였다. 또한 블레이드의 수를 각각 3, 4, 5로 고정시켰을 때 블레이드 각도와 길이에 대한 최적조합을 다음과 같이 찾아낼 수 있었다.
본 연구를 통해 혼합기 블레이드의 설계변수 조합에 따라 혼합성능이 크게 달라진다는 것을 확인할 수 있었으며, 특히 우수한 혼합성능을 나타내는 혼합기를 설계하기 위해서는 다양한 설계변수의 교호작용까지도 고려해야 한다는 것을 알 수 있었다. 수치실험의 횟수를 줄이면서 더욱 효율적으로 블레 이드 최적화를 수행하기 위해서는 Box-Behnken 설계, 중심 합성설계 등 반응표면 설계법을 도입할 수 있을 것이다.
본 연구에서는 블레이드의 폭과 회전속도 및 회전시간을 설계변수로 선정하지 않았으나, 이들 역시 혼합성능에 큰 영향을 미칠 수 있다. 그 뿐만 아니라 입자의 크기, 질량 및 접촉 조건에 따라서도 블레이드의 설계가 크게 달라질 수 있다. 특히 본 연구는 동일한 크기의 입자만을 고려했기 때문에 자연상태에서 발생하는 편석 현상을 표현할 수 없는 한계가 있었다. 그러므로 혼합기 블레이드에 대한 더욱 정확한 설계를 위해서는 더 많은 인자의 영향을 복합적으로 고찰할 필요가 있다. 또한 혼합과정 중에 입자에 발생하는 접촉력 또는 접촉응력을 고려한다면 입자의 파손을 방지하면서 효율적인 혼합성능을 발휘하는 최적 조건도 찾을 수 있을 것이다.
