

1. 서 론
2. 해석 절차 및 이론
2.1 전체 모델 건전 케이싱 해석 절차
2.2 부모델링 기법을 이용한 해석 절차
2.3 용접 공정 모사 및 해석 절차
3. 구조해석 결과 및 피로수명 평가
4. 결 론
1. 서 론
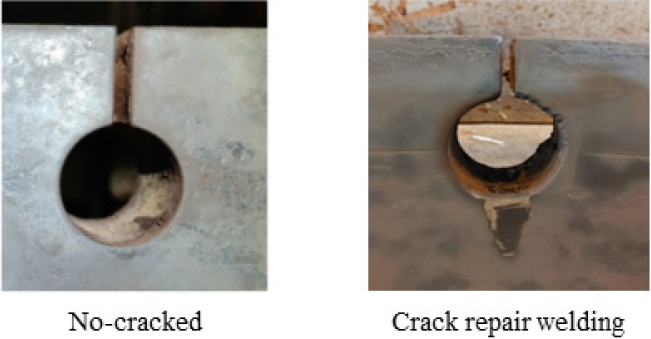
복합화력발전은 가스터빈과 증기터빈의 사이클을 결합하여 열 효율을 높인 것으로, 가스터빈의 전력 생산 이후 버려지는 고온의 가스를 증기 터빈의 연료로 사용한다. 또한 천연 가스를 작동 유체로 사용하여 친환경적이고 전원 공급 후 전력 공급까지 걸리는 시간이 짧다는 장점을 가져 첨두부하의 역할을 담당하고 있다. 따라서 대규모 전력량이 필요할 때 긴급히 전력을 공급하기 위해 잦은 기동과 정지 과정을 거치는데, 이는 반복적인 열 및 기계적 하중에 의한 주요 부품의 손상을 유발한다(Benaarbia et al., 2018; Kamouri Yousefabad et al., 2019; Masoumi Khalil Abad et al., 2013; Puspitasari et al., 2021; Ramakokovhu et al., 2021; Shlyannikov et al., 2022). 특히, 배기부의 외부에 위치한 케이싱은 볼트로 결합되어 있으며, 접촉 및 결합의 불안정성으로 인해 결합부에서 피로 파괴가 쉽게 발생한다. 그러나 가스터빈 부품의 교체는 비용이 많이 들고 교체 과정에서 전력 공급이 중단되는 손실이 발생할 수 있다. 그러므로 Fig. 1과 같이 경미한 파손 부위는 용접을 통해 보수하여 재사용하는 것이 일반적이지만, 용접 과정에서 발생하는 잔류응력의 분포를 예측하기 어렵고 잔류응력으로 인해 재료의 피로 수명이 감소할 수 있다. 이로 인해 가스터빈 운용의 안전성 및 신뢰성에 문제가 생길 수 있으며 자칫 큰 인명사고 및 경제적 손실로 이어질 수 있다. 따라서 가스터빈 케이싱의 피로 수명 감소에 대한 연구가 필요하며 균열 보수 용접이 이루어진 케이싱의 피로 수명을 예측할 수 있어야 한다. 그러나 실험을 통해 이를 예측하는 것은 현실적으로 매우 어렵기 때문에 본 연구에서는 유한요소해석을 통해 가스터빈 배기부 케이싱에 기동과 정지를 1회 시행한 하중을 적용하여 응력 및 변형률 진폭을 예측하고 변형률-수명 선도를 통해 피로 수명을 예측하였다(Lee and Jung, 2020).
용접 해석을 수행하기 위해서는 용접 비드의 생성과 이동 열원을 모사하여야 한다. 해석 초기에는 용접 비드 전체가 존재하지 않으며, 열원이 이동함에 따라 점진적으로 비드 일부를 생성하여 용접 비드의 생성을 모사하였으며, 이 과정에서 이동 열원은 사용자 서브루틴(user subroutine)을 사용하여 구현하였다. 또한 정밀한 용접 해석을 위해 충분히 작은 크기의 요소가 다수 필요하지만, 전체 영역에 대해 동일한 요소 크기를 적용하면 요소 생성 및 해석 시간에 비효율적이다. 부모델링(submodeling) 기법은 국부 영역의 변화가 전체 영역에 미치는 영향이 작을 때, 국부 영역을 부모델로서 분리하여 독립적으로 해석하는 기법이다. 전체 모델은 부모델에 경계 조건으로 부여되어 전체 모델이 없더라도 부모델이 전체 모델에 포함된 것처럼 거동할 수 있게 한다. 균열 부위 외의 케이싱 전체 영역은 균열 발생에 따른 거동 변화가 적기 때문에 부모델링 기법을 사용하여 전체 모델과 균열 발생 부위를 부모델로 분리하여 해석을 수행하였다. 부모델링 기법을 사용하면 부모델의 요소 크기와 개수 등의 변화에 따라 전체 모델의 요소를 생성하지 않아도 되고 부모델에서 경계 및 하중 조건을 바꿀 수 있으므로 효율적으로 해석을 진행할 수 있다.
본 연구에서 복합화력발전에 사용되는 가스터빈의 배기부 케이싱 볼트 체결부를 대상으로 볼트 체결력에 해당하는 압력과 운전 조건을 부여하여 구조해석과 피로 수명 평가를 순차적으로 진행하였다. 운전 조건은 기동과 정지를 1회 부여하여 모사하였으며, 이를 통해 얻은 응력과 변형률 진폭을 1주기(1 cycle)로 하여 피로 수명을 예측하였다. 이때, 비드의 폭과 높이 그리고 길이에 따라 총 8가지 크기에 대해 용접 해석을 수행하고 균열이 발생하지 않은 건전 케이싱과 용접 보수로 인해 잔류응력과 변형률이 존재하는 용접 보수 케이싱의 결과를 비교하였다.
2. 해석 절차 및 이론
건전 모델은 전체 모델을 해석하여야 하지만 균열 발생으로 인한 용접은 전체 모델에 미치는 영향과 크기가 매우 작다. 또한 용접 공정을 정확하게 해석하기 위해서는 매우 작은 요소가 필요하므로 전체 모델에서 용접 공정을 해석하는 것은 비효율적이다. 따라서 부모델링 기법을 사용하여 용접 공정을 모사하였다.
2.1 전체 모델 건전 케이싱 해석 절차
가스터빈 형상을 고려하여 Fig. 2와 같이 유한요소모델을 구성하였으며, 기동과 정지에 따른 반복적인 열 및 기계적 하중과 더불어 배기 과정에서 고온의 가스가 상온의 공기와 접촉하기 때문에 주로 배기부 케이싱의 체결용 볼트홀에서 균열이 발생한다. 따라서 배기부 전・후의 결합부에서 균열이 발생한다고 가정하고 다른 부분의 볼트 결합은 고려하지 않았다. 일반적으로 접촉을 수반하는 유한요소해석은 해의 수렴성이 좋지 않다. 그러므로 용접으로 인해 소성 변형이 발생한 케이싱과 볼트의 접촉이 고려된 해석은 수렴을 보장하기 힘들다. 본 연구에서는 배기부를 비롯한 가스터빈을 이루는 요소 사이의 접촉은 고려되지 않았으며, 배기부와 볼트 사이의 접촉은 Fig. 2와 같이 볼트를 직접 모사하지 않고 접촉면에 볼트 체결력에 상응하는 압력으로 전환하여 부여하였다.
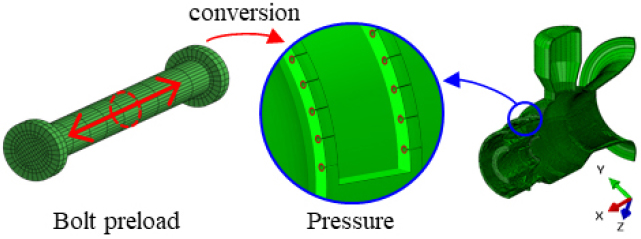
볼트에 토크가 가해져 체결되어 있을 때, 볼트 내부에는 체결력이라고 불리는 인장력을 받게 된다. Motosh(1976), Yamamoto 등(1995)은 볼트에 가해지는 토크와 체결력 사이의 관계식을 제안하였으며(Cabrera et al., 2021; Izumi et al., 2005; Yu and Zhou, 2015), 본 연구에서는 식 (1)과 같이 Motosh의 식을 사용하였다.
여기서, 는 볼트를 체결하는 토크, 는 체결력, 는 나사의 피치, 𝜇는 마찰계수, 는 유효 반지름, 𝛽는 나사산의 각도, 하첨자 는 나사 스레드의 값, 하첨자 는 너트와 플랜지 접촉면 사이의 값이다. 본 연구에서 =600Nm, =3mm, mm, mm를 사용하였다. 계산된 체결력을 볼트의 접촉 면적으로 나눈 후 압력의 형태로 하중을 부여하였으며, 최종적으로 Fig. 2에 표시된 볼트 접촉면은 66.2MPa의 압력을 받는다.
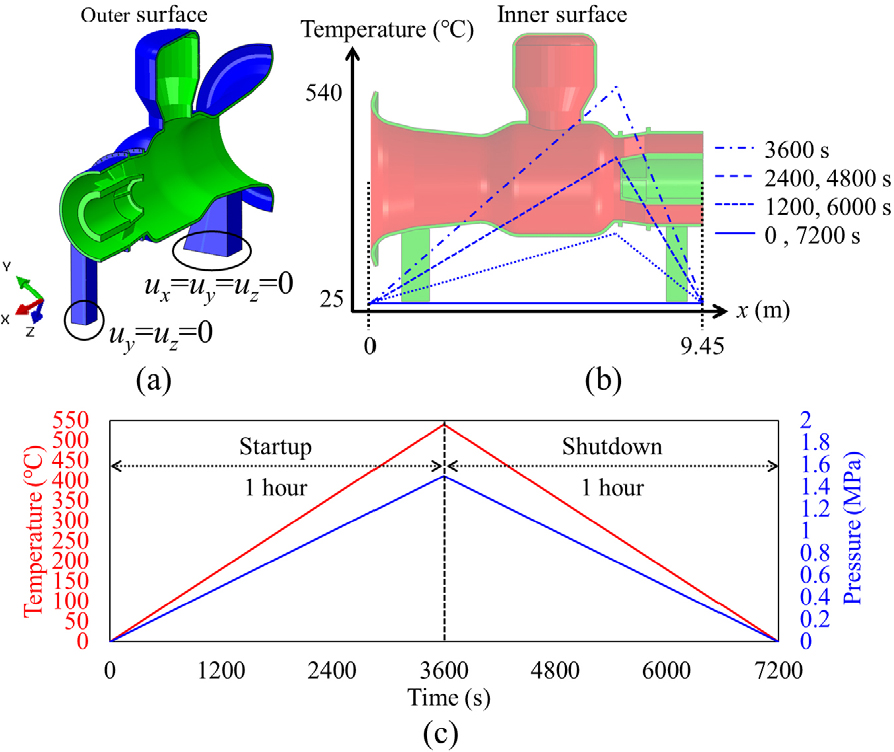
경계 조건을 부여하기 위해 Fig. 3(a)와 같이 가스터빈 양단에 지지대를 추가하였으며, 지지대의 밑면에 - 방향은 모든 방향의 변위를 모두 구속하고 + 방향은 과구속을 피하기 위해 와 변위만 구속하였다. 가스터빈 내부의 기체 온도는 Fig. 3(b)와 같이 축 방향에 따라 볼트 체결부가 최대 온도가 되도록 증가 및 감소시켰으며, 시간에 따라 Fig. 3(c)와 같이 선형적으로 1시간 동안 증가시키고 1시간 동안 감소시켰다. 기체와 케이싱의 상호작용을 위해 내부 표면에 대류 열전달 계수를 175W/m2K(Kumar et al., 2020), 압력은 내부 표면 전체가 균일하도록 부여하였다. 이때, 압력은 온도와 마찬가지로 Fig. 3(c)와 같이 선형적으로 증가 및 감소시켰다. 케이싱 외부 표면은 상온의 공기에 대한 대류 열전달 조건을 모사하기 위해 대류 열전달 계수를 20W/m2K으로 부여하였다. 운전 조건은 기동과 정지를 총 2시간 동안 1회 완료되는 것으로 가정하여, 온도와 압력이 일정하게 유지되는 정상상태 운전은 고려되지 않았다.
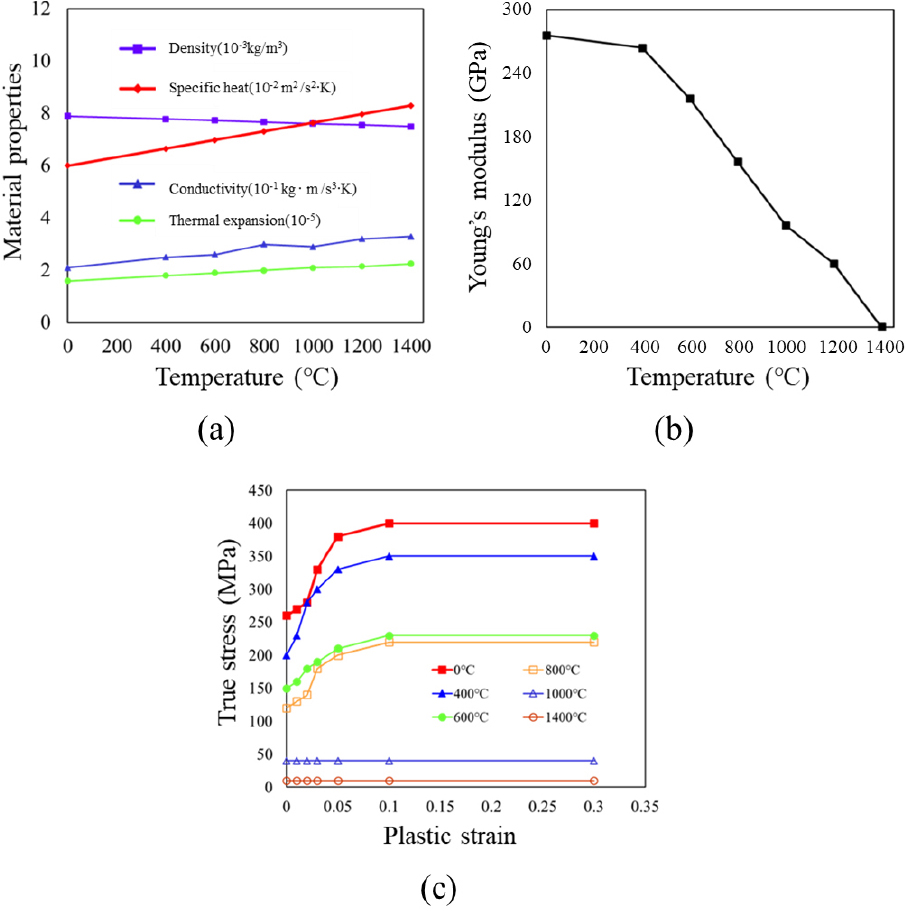
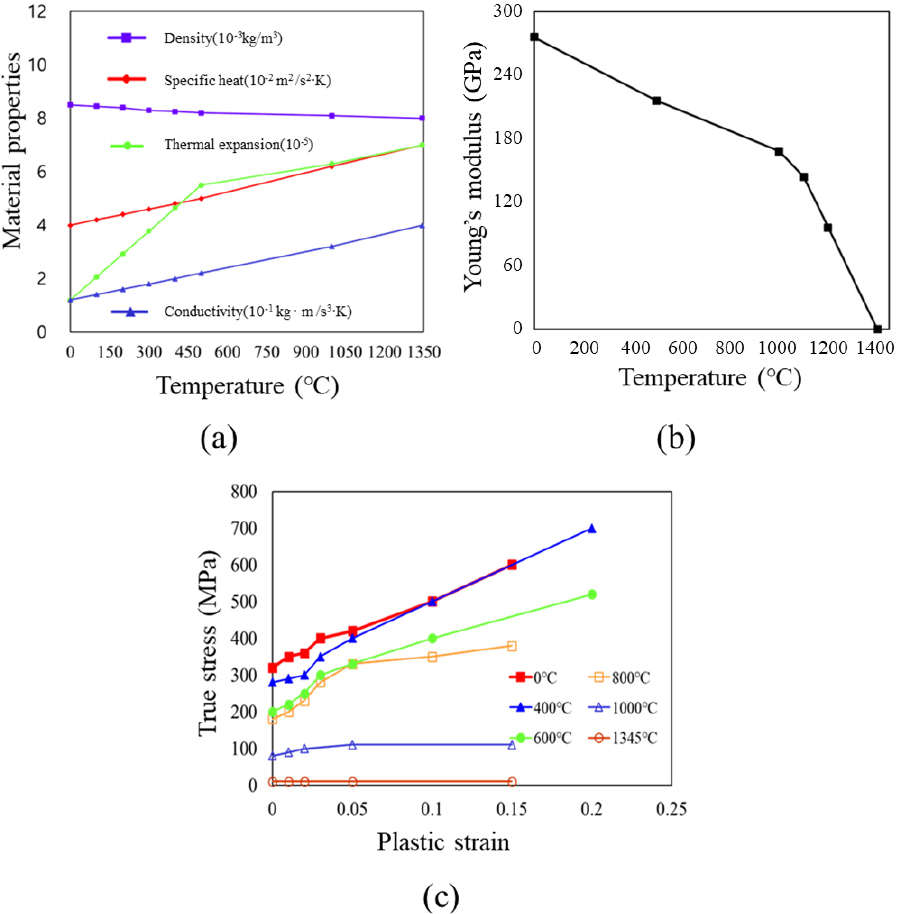
가스터빈 케이싱에 쓰이는 재료는 SA-217 WC6, SA-387A Gr 22 등이 있으며(Seo et al., 2016), 용접 공정을 해석하기 위해서 유동 응력-변형률 곡선, 열전도도, 열팽창계수, 밀도 등의 온도에 따른 재료 특성이 필요하다. 하지만 케이싱 재료와 그에 따른 용접재의 온도에 따른 재료 특성을 확보하기 어려워, 본 연구에서는 접근성이 높고 확보하기 쉬우며 공학적 활용도가 높은 SUS 304를 모재로, alloy 82/182를 용접재로 사용하였다. 온도에 따른 재료 특성은 Fig. 4, 5와 같으며(Dai et al., 2020; Deng and Kiyoshima, 2010; Deng et al., 2008; Macdonald et al., 1993; Rathod et al., 2015; Xu et al., 2014), 재결정 온도 이상에서 재료의 소성 이력을 제거하는 풀림 효과를 반영하여 더욱 현실적인 결과를 도출하기 위해서 SUS 304와 alloy 82/182의 녹는점을 각각 1400, 1300°C로 가정하였다(Ma and Liu, 2022).
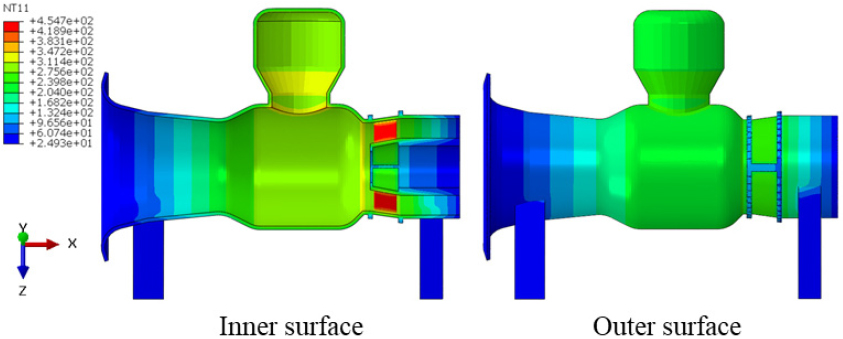
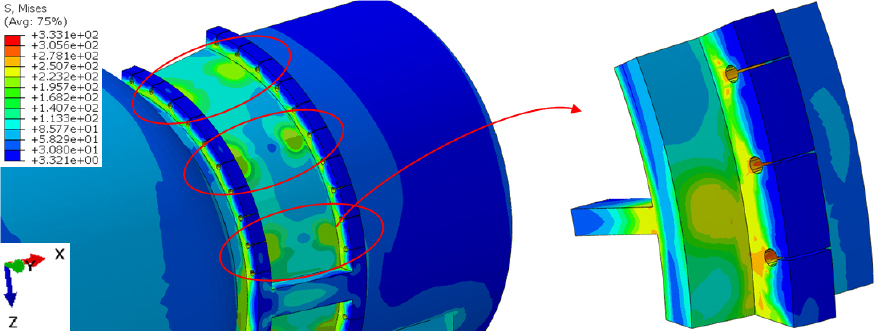
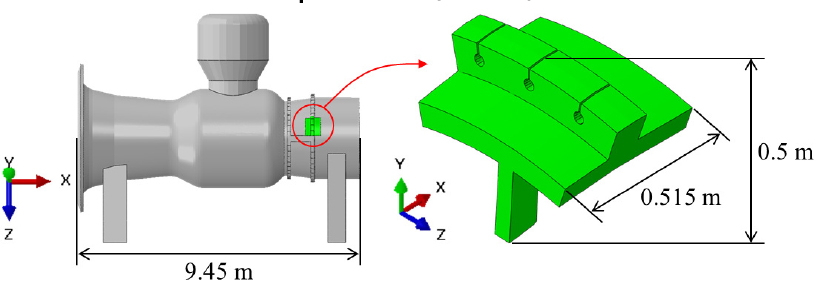
총 2시간의 운전 조건에서 최대 온도는 4200초에 발생하였으며, Fig. 6과 같이 내부와 외부 표면 모두 터빈부와 배기부에 가까울수록 높은 온도 분포를 보였다. 외부 케이싱은 25°C부터 최대 300°C의 온도 분포를 보였으며, 배기부의 내부에 위치한 리브에서 가장 높은 온도인 450°C가 나타났다. 이는 표면적이 넓은 외부 케이싱에 비해 케이싱 내부에 위치한 리브에서 열 집중이 발생하기 쉽기 때문이다. 그러나 본 연구에서 볼트 체결부를 집중적으로 살펴보기 위해 리브는 고려하지 않았다. 운전 조건이 종료되는 7200초에서 배기부 케이싱 바깥에 위치한 볼트 체결부 근처의 응력 분포는 Fig. 7과 같이 나타났다. 리브가 위치한 부분의 외부 케이싱과 볼트 체결부에서 높은 응력 수준이 나타났으며, 리브 근처의 볼트 체결부는 그렇지 않은 체결부에 비해 높은 응력이 발생하였다. 따라서 Fig. 8과 같이 부모델 영역을 선정하였다.
2.2 부모델링 기법을 이용한 해석 절차
전체 모델의 경계 및 하중 조건이 동일하고 부모델의 형상과 경계 및 하중 조건이 변화하는 경우에 부모델링 기법을 활용할 수 있다. 부모델링은 조밀한 요소를 가지는 부모델의 경계에 위치한 절점에 성긴 요소를 가지는 전체 모델의 해석 결과인 온도와 변위 등을 연동시켜 경계 조건으로 부여하는 방법으로 두 요소의 조밀도에 따라 절점의 변위와 온도 값은 내삽(interpolation)된다. 하지만 부모델링 기법을 활용하기 위해서는 필요한 조건이 있다. 첫 번째는 부모델의 경계에서 경계 및 하중 조건의 변화가 크지 않도록 부모델 영역을 설정하여야 한다. 두 번째는 부모델의 국부적인 거동이 전체 모델에 미치는 영향이 적어야 한다. 그 밖에도 전체 모델과 부모델의 좌표계와 위치가 일치해야 한다는 등의 조건이 존재한다. 본 연구에서 용접에 의해 발생하는 온도 변화와 잔류응력이 전체 케이싱의 열-기계적 거동에 미치는 영향이 적을 것이므로 부모델링 기법을 사용하였다.
경계 절점의 , , 변위와 온도를 전체 모델로부터 연동하여 경계 조건으로 부여하고 Fig. 9와 같이 부모델링 기법을 적용하는 과정을 검증하였다. 요소 조밀도에 따라 세 가지 모델로 나누었으며, 각 모델의 아래에 절점과 요소의 개수를 나타냈다. Model A와 Model B는 가스터빈의 외부 케이싱 전체에 대해 요소를 생성하였으며, Model C는 배기부 케이싱에 위치한 부모델 영역만 요소를 생성하였다. 조건을 간략히 표현하기 위해서 GM과 SM은 각각 전체 모델과 부모델을 의미하며, 뒤에 A, B, C를 붙여 요소 조밀도를 나타냈다.
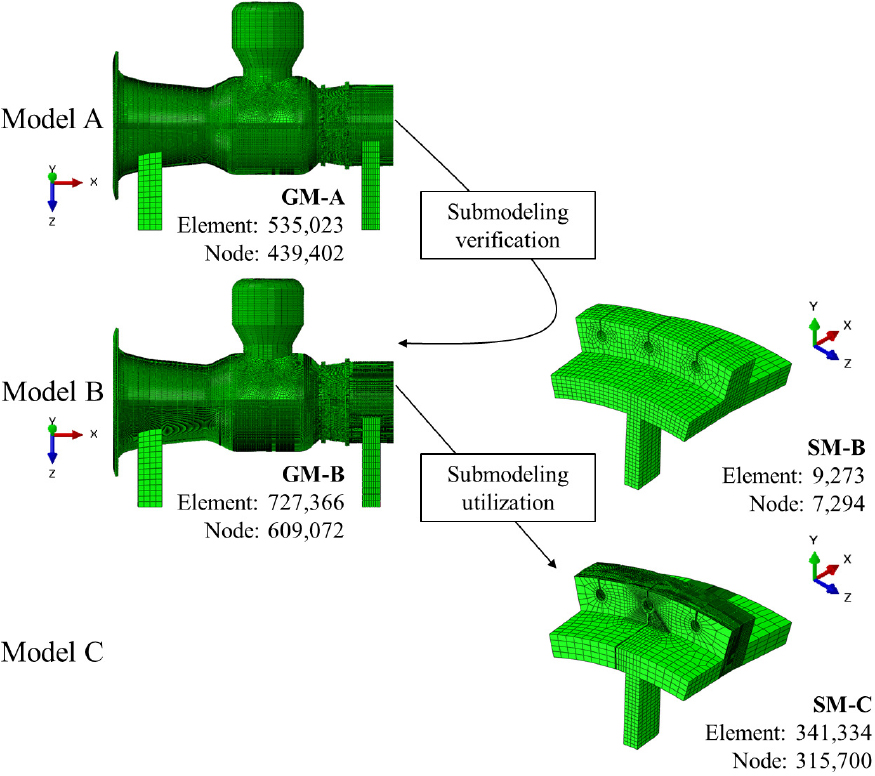
GM-A, GM-B, SM-B를 이용하여 부모델링 기법 검증 단계를 거쳤다. SM-B의 경계 및 하중 조건은 Fig. 10과 같이 내부 표면에 운전 조건에 해당하는 대류 열전달 조건과 압력, 외부 표면에 상온 상태의 대류 열전달 조건이 부여되었다. 케이싱과 볼트의 접촉면에 체결력의 크기를 가지는 66.2MPa의 압력을 부여하였다. 마지막으로 SM-B의 경계 절점에 GM-A의 해석 결과의 변위를 연동하여 부모델링 해석을 수행하였다.
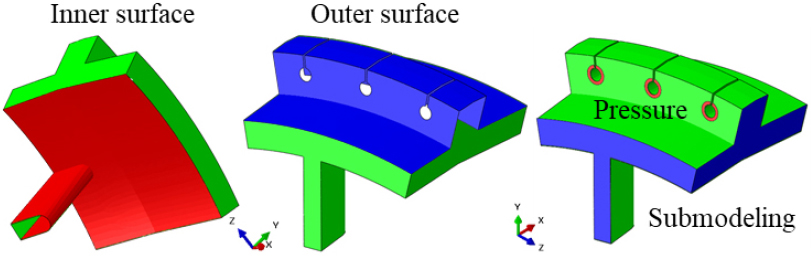
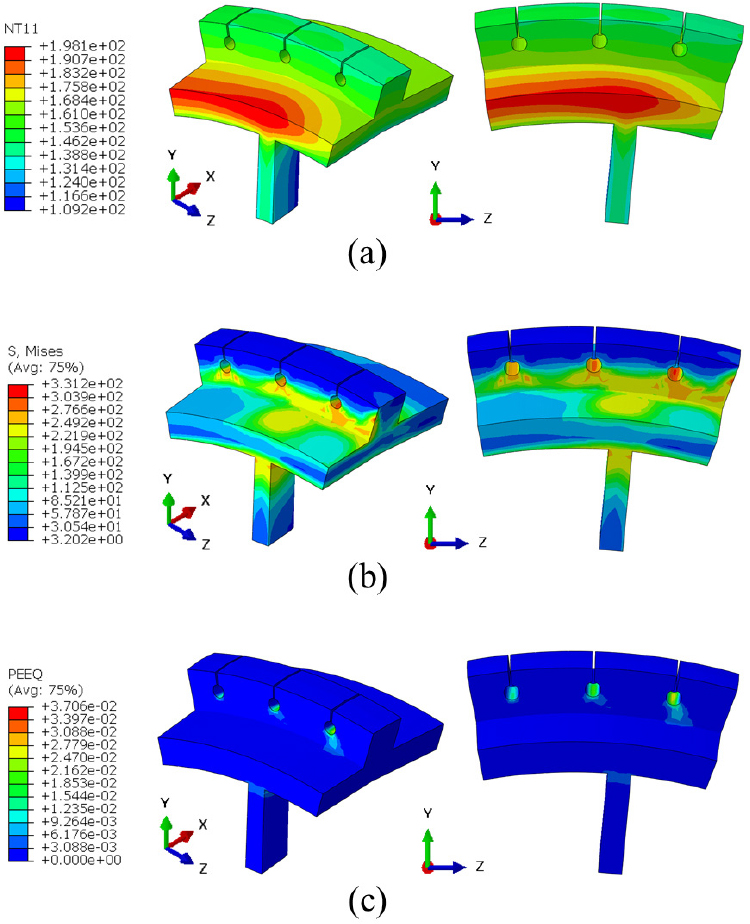
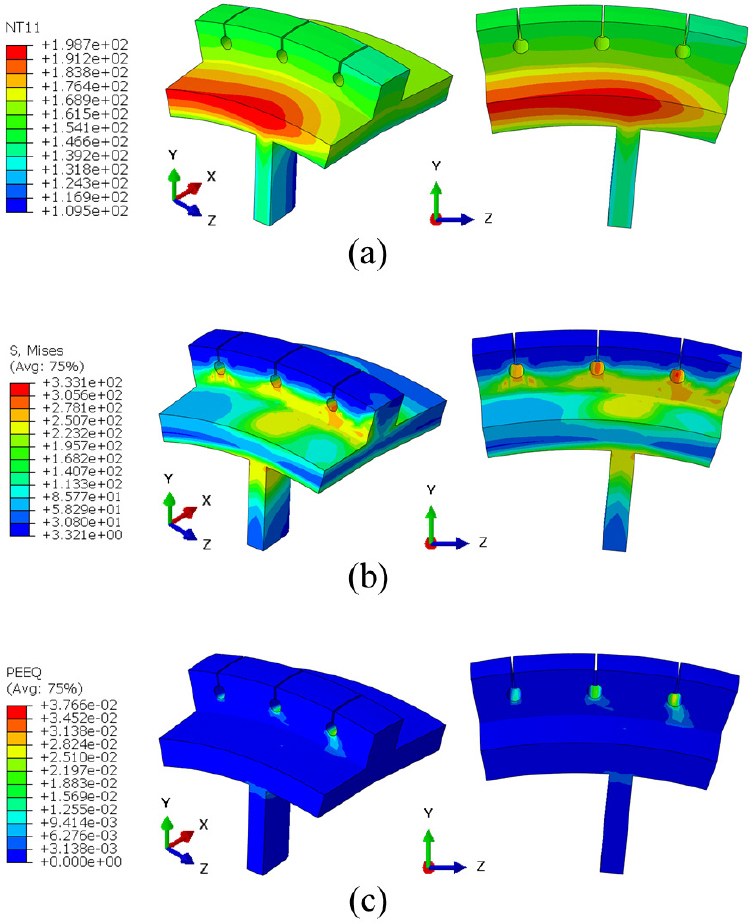
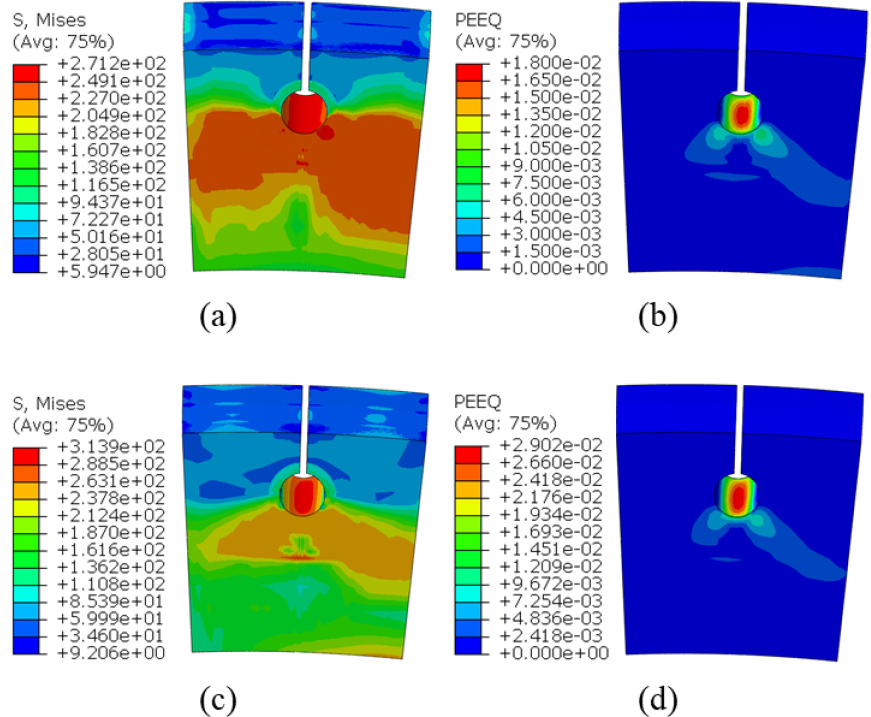
Fig. 11과 12는 각각 SM-B와 GM-B의 해석 결과를 나타내며 온도, 응력, 등가 소성 변형률 분포를 비교하여 부모델링 기법을 검증하였다. SM-B와 GM-B 모두 온도와 응력 및 등가 소성 변형률이 전체적으로 유사한 분포를 나타냈다. 최대값을 비교하였을 때, 온도와 응력 및 소성 변형률 모두 GM-B에서 다소 크게 나타났다. 그러나 온도는 0.29%, 응력은 0.56%, 소성 변형률은 1.59%로 큰 차이가 발생하지 않았다. 따라서 더욱 조밀한 요소를 가지는 GM-B의 해석 결과를 경계 조건으로 SM-C에 연동하는 부모델링 기법을 적용할 수 있을 것으로 판단하였다.
2.3 용접 공정 모사 및 해석 절차
용접 공정 해석을 수행하기 위해서 용접 비드의 생성과 이동 열원을 반영하여야 한다. 용접 비드 생성은 해석의 첫 단계에서 임의의 요소를 비활성화시킨 후, 다음 해석 단계에서 활성화시키는 상용 프로그램인 Abaqus의 model change기능을 사용하여 모사하였다. 즉, 해석의 시작 단계에서 비드에 해당하는 요소 전체를 비활성화한 후, 해석이 진행됨에 따라 용접 속도를 고려하여 비드의 요소 일부를 순차적으로 활성화시켜 비드의 생성을 모사하였다.
용접 공정의 이동 열원을 모사하는 식은 균일 또는 불균일 열원으로 나뉜다. 그중에 Goldak 등(1984)의 2중 타원형 열원 모델은 불균일 이동 열원을 모사하며, 선행된 용접 해석 연구에서 실험과 유사한 정확도를 보였다(Nezamdost et al., 2016; Sriram et al., 2019; Teixeira et al., 2014; Trupiano et al., 2022). Fig. 13과 같이 Goldak의 2중 타원형 열원 모델은 용접 방향에 따라 전・후방의 열원 값이 다르며, 좌표와 위치에 따른 열원 값은 다음 식 (2), (3)과 같다.
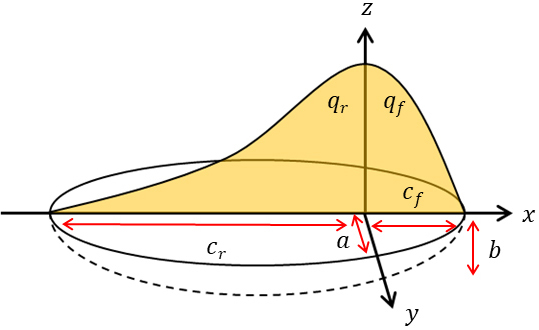
여기서, 는 아크의 입열량으로 용접 전류, 전압, 효율의 곱으로 표현된다. , , 는 열 영향부(HAZ: Heat Affected Zone)의 형상 크기이고 와 은 각각 전방(front)과 후방(rear)을 의미한다. 전・후방의 입열량 분율은 다음 식 (4)와 같이 표현된다.
유한요소해석을 진행하기 전 용접 실험을 수행한 후 시편 단면의 열 영향부 크기에 맞추어 Goldak의 2중 타원형 열원 모델의 변수를 결정하는 것이 바람직하다. 하지만 본 연구에서는 설정한 비드의 크기에 따라 와 를 결정하였으며, 그에 따라 =0.6, =1.4, 로 선정하였다(Chujutalli et al., 2020; Velaga and Ravisankar, 2017). 가스 텅스텐 아크 용접(GTAW: Gas Tungsten Arc Welding)의 용접 입열량 효율은 0.7~0.8 수준이며, 본 연구에서는 0.7을 사용하였다. 또한 아크의 입열량은 최대 온도가 1800~2000°C로 형성될 수 있도록 설정하였다. 상용 프로그램인 Abaqus의 사용자 서브루틴 DFLUX를 사용하여 열원의 크기, 속도, 초기 위치 등을 지정할 수 있어, 이를 사용하여 이동하는 Goldak의 2중 타원형 열원 모델을 정의하였다.
용접 공정은 재료의 국부적인 영역에 급격한 온도 변화를 발생시키며, 그에 따라 재료의 상변태, 용융 및 응고 과정이 수반된다. 재료의 상(phase)에 따라 외부 하중에 따른 변형 양상 및 용융과 응고를 거치면서 형상 정보 또한 달라질 수 있다. 또한 용접 전 시행되는 균열면의 표면 처리와 예열 및 후열 처리 과정이 재료에 발생하는 잔류응력과 소성 변형률에 영향을 미칠 수 있다. 그러나 본 연구에서는 재료의 야금학적 특성과 용접 공정의 전・후처리 과정을 고려하지 않고 실제 용접 과정을 단순화하여 온도에 따른 재료의 유동 응력-변형률 곡선을 토대로 거시적인 관점에서 해석을 수행하였다.
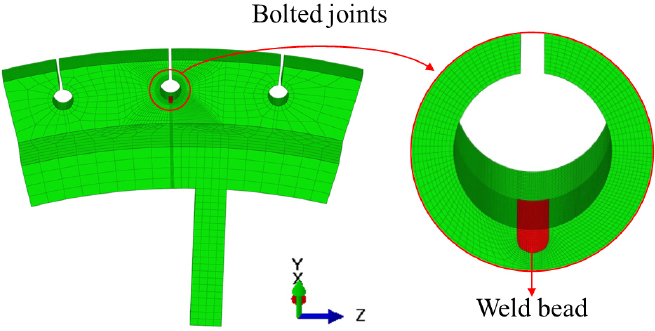
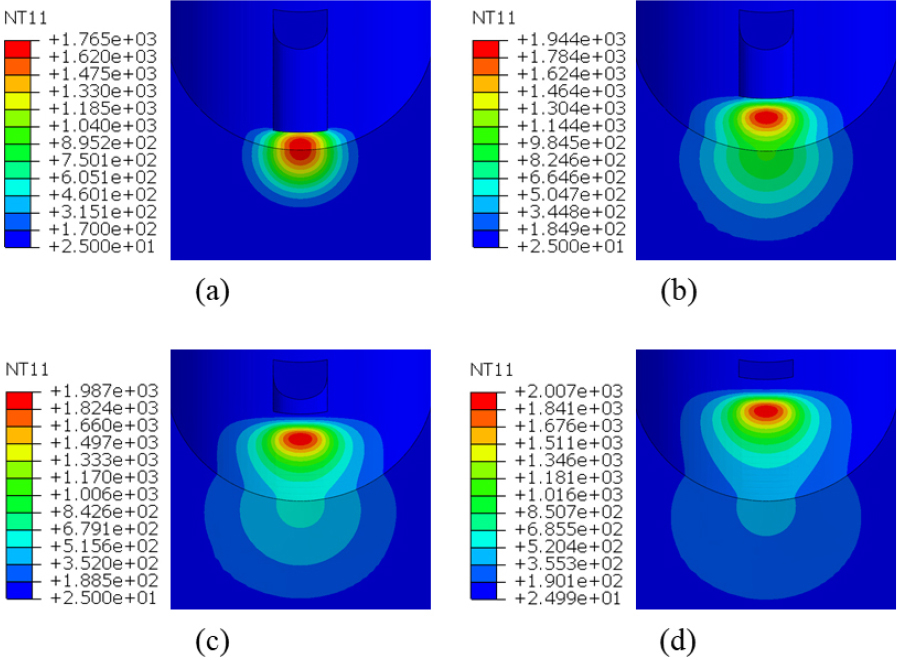
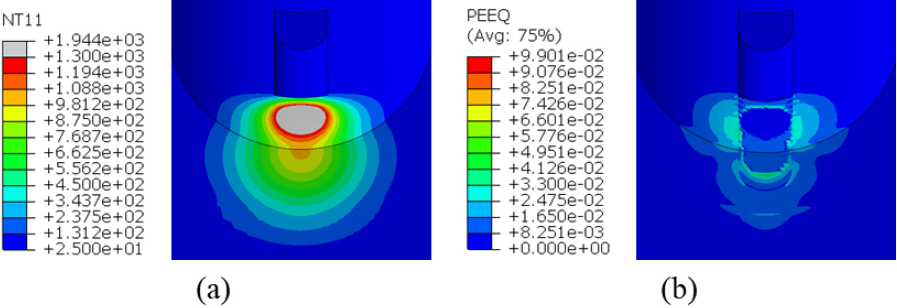
중심의 볼트 구멍 하단에 용접 비드가 위치하므로 요소를 조밀하게 생성하여 Fig. 14와 같이 SM-C의 유한요소모델을 구성하였다. 이때, 용접에 의해 발생하는 잔류 응력이 부모델의 경계까지 영향을 미치지 않도록 충분히 크게 설정하였다. 열원의 이동 속도에 맞추어 용접 비드가 활성화되는 용접 해석 과정은 Fig. 15와 같다. 시간이 지남에 따라 열원이 이동하면서 용접 비드의 최대 온도가 상승하며, 비드 중심에서 Goldak의 2중 타원형 모델에 따른 온도 분포를 보인다. 또한 최대 온도는 용접재의 풀림 온도를 초과했으며, 녹는점 이상의 온도에서 등가 소성 변형률이 발생하지 않도록 설정하여 풀림 현상을 모사하였다. 용접재의 녹는점인 1300°C로 온도 분포의 범례 최대값을 제한한 온도 분포와 등가 소성 변형률 분포를 Fig. 16과 같이 나타내면, 녹는점을 초과하는 영역과 등가 소성 변형률이 발생하지 않는 영역이 일치하였다. 비드 활성화와 열원의 이동이 완료된 후, 10시간의 냉각 과정을 통해 상온에 도달하면 용접 공정 해석을 완료하였다.
3. 구조해석 결과 및 피로수명 평가
건전 케이싱에 운전 조건을 반영한 해석 결과에서 중심의 볼트 구멍만 가시화시켜 요소가 조밀한 영역의 결과를 집중적으로 분석하였다. 건전 케이싱의 구조해석 결과는 Fig. 17과 같으며, 최대 온도가 발생하는 4200초와 해석이 종료되는 7200초이다. 케이싱이 팽창하면서 항복강도인 260MPa을 초과하는 응력과 소성 변형률이 발생하였다. 특히, 케이싱의 휘어지는 듯한 변형으로 인해 볼트 구멍 아래쪽에 등가 소성 변형률이 발생하였으며, 최대 0.029 수준까지 증가하였다.
일반적으로 금속과 같은 연성 재료는 최대전단변형률이 발생할 때 파괴되므로 식 (5)와 같이 Brown-Miller 식에 1회의 운전 조건에 따른 응력과 변형률의 진폭을 1주기로 피로 수명 를 계산하였다.
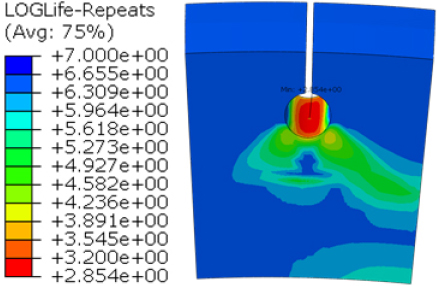
여기서, , 은 각각 최대전단변형률이 발생하는 면에서 전단변형률과 수직변형률이며, ,는 각각 주변형률과 , 주변형률과 사이의 관계식에 의해 구해지는 상수이다. , , , 는 재료 특성에 따라 결정되는 개수들이고 는 탄성계수이다. 수명의 분포는 Fig. 18과 같으며 붉은색은 최소 수명, 푸른색은 최대 수명, 범례는 로그 스케일(log scale)이다. 볼트 체결부의 수명 분포는 구조해석의 등가 소성 변형률의 분포와 비슷한 경향으로 발생하였으며, 최소 수명은 볼트 구멍 하단에서 102.854(=약 714)회로 나타났다.
균열 형상에 따라 다양한 크기의 비드가 존재할 수 있어, 그에 따른 잔류응력과 소성 변형률의 분포도 달라질 것은 자명하다. 따라서 본 연구에서는 선행된 수치해석 연구를 토대로 Fig. 19와 같이 폭과 높이 그리고 길이에 따라 8가지 용접 비드의 크기를 선정하여 용접 해석을 수행하였다. 폭, 높이, 길이를 의미하는 알파벳 W, H, L 뒤에 치수를 의미하는 숫자를 위치시켜 용접 해석의 종류를 나타냈으며, W8H6L40은 비드의 폭, 높이, 길이가 각각 8mm, 6mm, 40mm인 비드를 의미한다. 용접 속도는 2mm/s이며, 비드 활성화를 16개의 해석 단계로 나누어 각 해석 단계에서 1초 동안 입열이 진행된다. 이때 용접 비드의 크기가 다르더라도 최대 온도가 1800~2000°C가 되도록 Table 1과 같이 설정하였다.
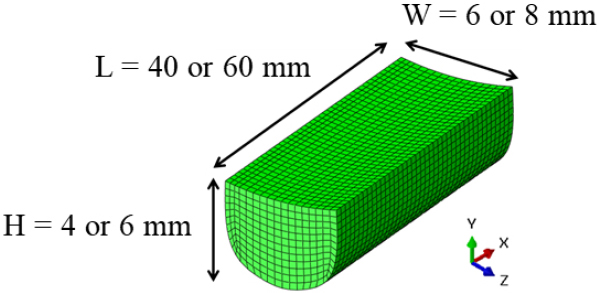
Table 1
Heat input according to the size of 8 weld beads
| Weld beads | Heat input [W] |
| W8H6L40 | 4500 |
| W8H4L40 | 3500 |
| W4H6L40 | |
| W4H4L40 | 2500 |
| W8H6L60 | 4500 |
| W8H4L60 | 3500 |
| W4H6L60 | |
| W4H4L60 | 2500 |
2.3절에서 서술한 용접 해석을 비드의 크기에 따라 진행한 후 운전 조건을 부여한 용접 케이싱의 von Mises 응력과 등가 소성 변형률은 Fig. 20과 같으며 Fig. 17에 표시된 7200초의 건전 케이싱 결과의 최대값으로 제한하였다. 그리고 최대 응력과 등가 소성 변형률은 주로 용접재와 모재 사이에서 발생하므로 용접부 근처의 영향을 분석하기 위해 비드를 감추었다. 동일한 운전 조건에서 용접에 의한 잔류응력 및 소성 변형률로 인해 건전 케이싱에 비해 높은 수준의 응력과 등가 소성 변형률이 발생하였다.
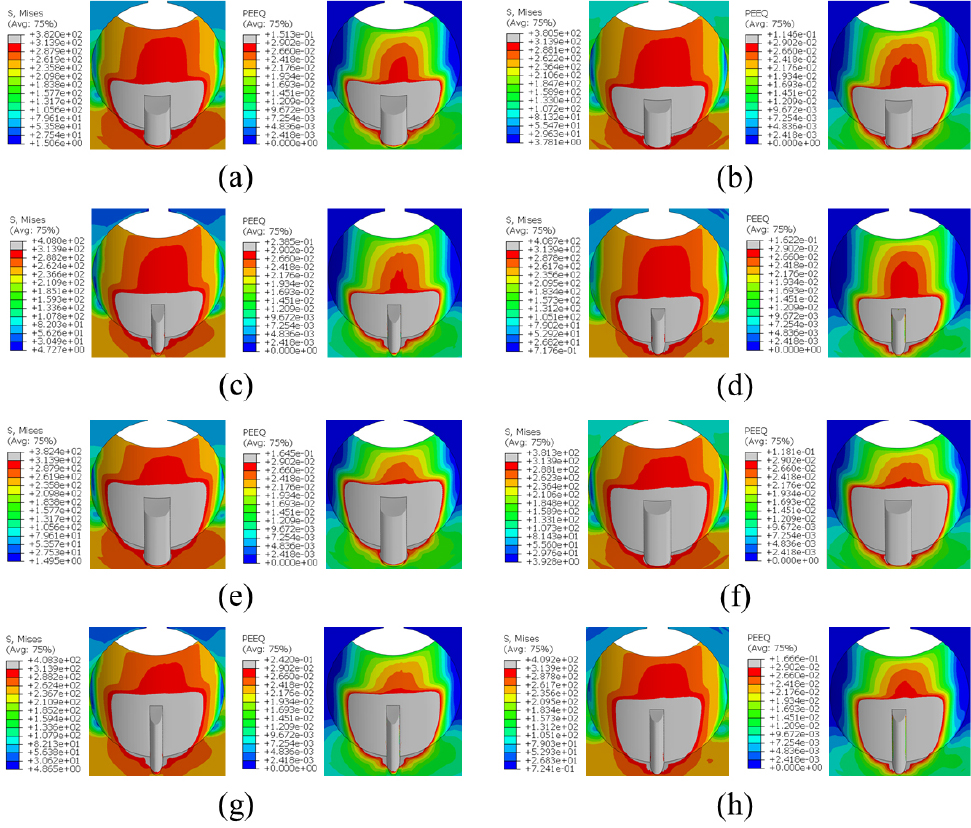
Fig. 20.
von Mises stress and equivalent plastic strain with the upper bound equal to that of Fig. 17: (a) W8H6L40, (b) W8H4L40, (c) W4H6L40, (d) W4H4L40, (e) W8H6L60, (f) W8H4L60, (g) W4H6L60, and (h) W4H4L60
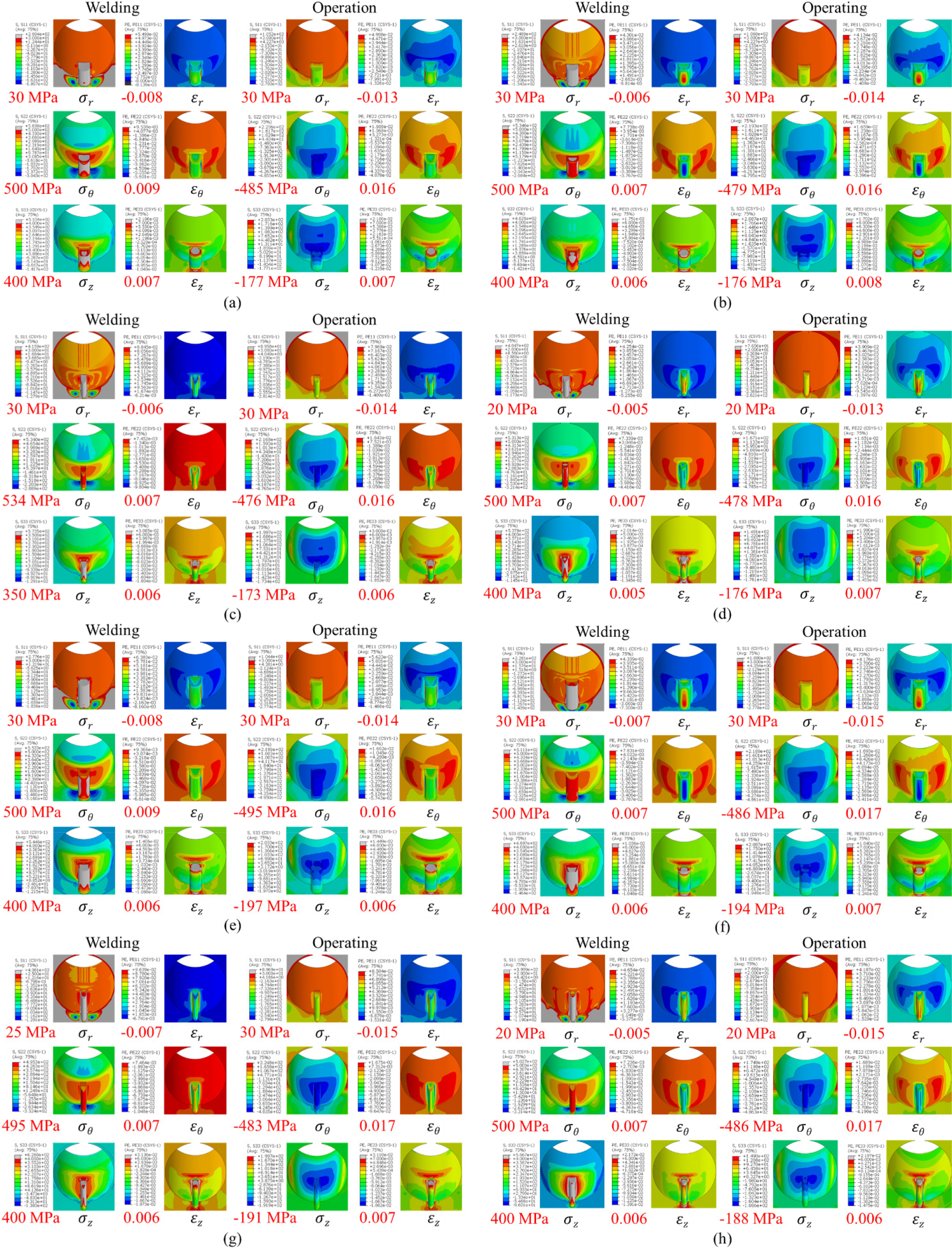
비드의 크기에 따라 용접 공정을 완료한 상태와 이후에 운전 조건을 부여한 응력과 소성 변형률 분포는 Fig. 21과 같다. 볼트 구멍의 중심이 원점인 원통 좌표계를 이용하여 Figure의 1, 2, 3의 행을 각각 반경(비드의 폭과 높이), 원주, 길이(비드의 길이) 방향의 응력과 소성 변형률 성분으로 나타냈다. 비드 크기와 무관하게 응력과 소성 변형률 모두 유사한 경향이 발생하였으며, 용접 공정이 완료된 후 반경 방향의 응력은 30MPa에도 미치지 못하는 반면, 원주와 길이 방향은 400MPa 이상의 높은 응력을 보인다. 또한 반경과 원주 방향 응력은 운전 조건 전후의 차이가 크지 않았던 반면, 길이 방향 응력은 운전 조건을 거치면서 완화되었다. 원주 방향 응력은 용접 공정이 완료된 후에 운전 조건을 부여하면 방향이 바뀌었으며, 소성 변형률은 용접 공정 완료 후에 0.007~0.009, 운전 조건 부여 이후에 0.016 수준으로 나타났고 반경과 길이 방향에 비해 다소 높은 값이 발생하였다.
케이싱의 보수를 위해 이루어지는 용접 공정 해석에 의해 잔류응력과 소성 변형률이 발생하였다. 이러한 결과를 초기 상태로 가정하고 운전 조건을 1회 시행한 응력과 변형률의 진폭을 1 주기로 부여하여 피로 수명 평가 해석을 순차적으로 진행하였다. 비드의 크기에 따른 수명 분포는 Fig. 22와 같으며, 건전 케이싱의 경우와 마찬가지로 붉은색을 최소값으로 푸른색을 최대값으로 설정하였다. 또한 최소 수명이 발생하는 위치와 관심있는 부분이 모재이므로 용접재 부분의 결과를 감추고 나타냈다.
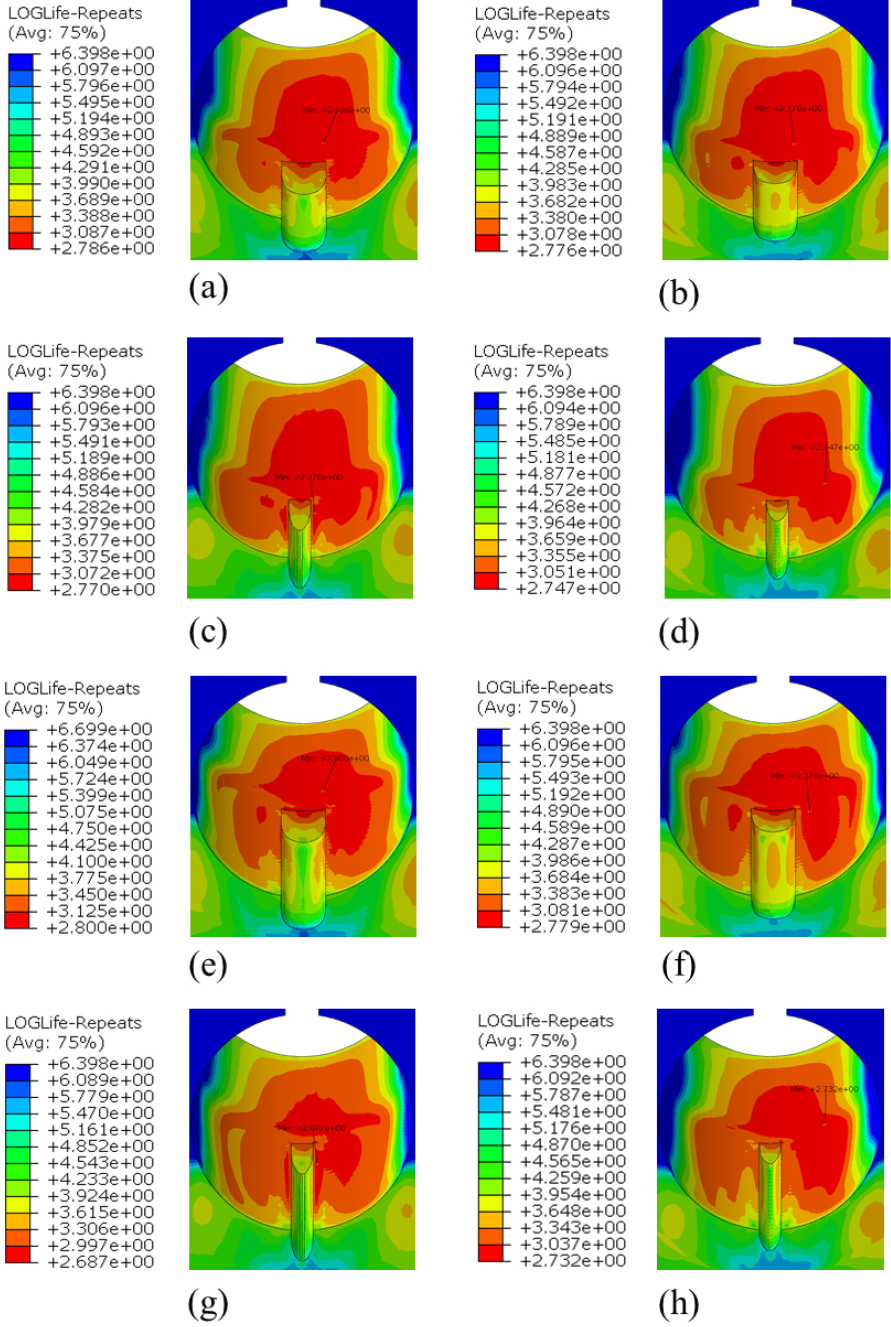
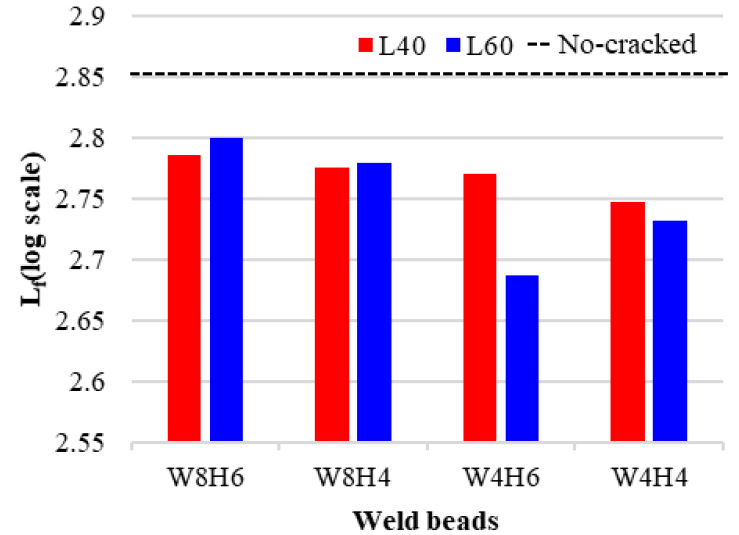
용접재와 모재 사이의 강성 차이로 인해 원주와 길이 방향에서 높은 응력과 소성 변형률이 발생하기 때문에 최소 피로 수명 또한 원주와 길이 방향에서 나타났다. 비드의 크기에 따른 용접 케이싱의 최소 피로 수명의 값을 Fig. 23과 같이 그래프로 나타냈으며, 붉은색과 푸른색 막대는 비드 길이 40mm와 60mm, 상단의 검은 점선은 건전 케이싱의 피로 수명이다. 건전 케이싱보다 높은 소성 변형률을 가지는 것으로 예상할 수 있듯이, 모든 경우에서 건전 케이싱에 비해 낮은 수명을 보인다. 전체적으로 비드의 폭과 높이가 감소하고 길이가 증가할수록 피로 수명이 감소하는 경향을 보인다. 특히 W4H6L60의 경우 가장 낮은 102.687(=약 486회)의 수명을 가지며, 이는 건전 케이싱 대비 32% 감소한 수치이다. 이는 비드의 단면적이 좁을수록 용접부 주위로 열전달이 불리하여 국부적인 변형이 크게 발생하고, 길이가 증가할수록 높은 수준의 열 하중을 받기 때문이다. 그러나 W8H6, W8H4와 같이 단면적이 넓은 경우는 길이의 차이에 의한 영향보다 단면적의 차이에 의해 피로 수명이 작게 나타났다. 그러므로 용접을 진행하기 전에 균열이 너무 좁거나 짧을 경우, 충분한 공간을 확보하면 피로 수명을 증가시킬 수 있을 것이다.
4. 결 론
본 연구에서 잦은 기동과 정지에 따라 열 피로가 발생하여 용접 보수가 수행된 가스터빈 배기부 케이싱의 구조해석과 피로 수명 평가를 진행하였다. 용접 해석을 진행하기 위해 부모델링 기법을 이용하여 매우 조밀한 요소를 가지는 부모델에서 이동 열원 서브루틴, Abaqus의 model change 기능을 사용해 용접 공정을 모사하였다. 그에 따른 잔류응력과 소성 변형률을 초기 상태로 가지는 용접 보수 케이싱의 구조해석과 피로 수명 평가를 진행하고 건전 케이싱의 결과와 비교하였다.
가스터빈의 운전 조건에 의해 배기부 리브의 열팽창이 발생하고 이에 따른 변형과 볼트의 체결력에 의해 볼트 체결부에서 소성 변형이 발생하였다. 조밀한 요소를 가지는 부모델에서 균열이 없는 건전 케이싱의 운전 조건 해석 결과, 항복 강도를 초과하는 260MPa 수준의 응력과 약 0.029의 소성 변형률이 발생하였으며, 최소 수명은 볼트 체결부 하단에서 102.854(=약 714)회로 나타났다. 또한 수명 분포는 구조해석의 소성 변형률 분포와 유사한 경향을 가진다. 용접 보수가 이루어진 케이싱은 비드의 크기에 상관없이 건전 케이싱에 비해 높은 응력과 소성 변형률 분포를 보였으며, 건전 케이싱보다 최대 32% 감소된 최소 수명을 나타냈다. 이때, 볼트 구멍의 원주 또는 길이 방향에서 최소 수명이 나타났으며, 용접 비드의 폭과 높이가 감소하고 길이가 증가할수록 수명이 감소하는 경향을 보였다. 이는 비드 단면적이 작을수록 용접부 주위로의 열전달이 불리하고 비드 길이가 증가할수록 높은 수준의 열 하중에 노출되기 때문이다. 그러나 피로 수명에 미치는 영향은 비드의 길이보다는 단면적이 더 크게 영향을 미쳐, 단면적이 W8H6과 W8H4에서는 비드 길이의 차이보다 단면적의 차이에 의해 피로 수명의 차이가 발생하였다. 따라서 용접 비드의 폭과 높이가 과도하게 작을 경우, 국부적인 열 집중이 발생할 수 있으므로 균열의 크기가 작다면 용접 전 충분한 공간 확보가 필요하다.
용접 공정은 전체 구조물에 비해 매우 국부적인 영역에서 이루어지지만, 그로 인해 발생하는 잔류응력은 케이싱의 피로 수명에 상당한 영향을 미친다. 그러나 잔류응력과 소성 변형률에 의해 감소되는 수명을 정확하게 예측하기는 쉽지 않다. 본 연구에서는 가스터빈 케이싱의 유한요소해석을 통해 소성 변형률 분포를 얻고 각 절점 및 요소의 최소 수명을 평가하였다. 케이싱 재료는 아니지만 접근과 확보가 쉬우며 공학적 활용도가 높은 재료를 적용하여 해석을 수행하였으며, 용접 전・후의 공정은 별도로 고려하지 않았다. 잔류응력 및 소성 변형률은 실제의 공정에서 용접 전・후에 균열면과 보수 용접부를 깎아내거나 다듬는 과정에서 추가로 발생할 수 있으며, 용접 부위의 예열 및 후열 처리가 반드시 수반되므로 완화될 수 있다. 향후 연구에서 케이싱 재료와 그에 맞는 용접재의 재료 특성을 확보하고 용접 전・후처리 공정을 반영하여 보다 현실적인 결론을 얻을 수 있을 것으로 기대한다.
