

1. 서 론
풍력 발전 설비의 세계 누적 설치용량은 2013년 318.7GW에서 2018년 590.9GW로 연평균 17%의 성장률을 보이고 있다(KWEIA, 2018). 소형 풍력 발전 설비는 매년 약 270MW 이상이 신규 설치될 것으로 예상되어 2020년에는 누적 설치용량 1.9GW에 도달할 것으로 전망되고 있다. 소형 풍력 터빈의 세계 시장은 성장률이 연평균 14.3%로 기대되어 2025년에는 USD 1.79billion 규모에 이를 것으로 추정된다(Dvorak, 2017). 중대형 풍력 터빈 시장이 미국과 유럽을 위주로 형성되고 있음에 반해 소형 풍력 터빈 시장은 중국 위주로 형성되고 있다. 설치대수 측면에서 중국이 지속적으로 시장을 주도하여 2016년부터 2020년까지 중국의 누적 설치 대수는 세계 소형 풍력 터빈 누적 설치 대수의 74%에 이를 것으로 추정된다(KWEIA, 2018). 미국은 중국에 이어 2위 시장을 형성하고 있다. 소형 풍력발전 분야의 주요 부품별 시장비중을 보면 블레이드 제작 기술은 발전기, 구동제어, 지지구조 및 발전 시스템과 함께 주요품목으로 분류된다. 터빈 블레이드의 부품가격 비중은 나셀과 타워를 포함한 전체 풍력터빈 가격의 27% 이상이고 토목 및 계통연계 비용을 포함한 초기 총자본비용의 19.2%에 해당한다고 보고되고 있다(Mone et al., 2017).
풍력터빈의 로터는 바람의 운동에너지를 축일로 변환하는 장치로 상대적으로 고속 회전하면서 양력과 항력의 다양한 하중 조합과 진동에 견딜 수 있도록 설계·제작되어야 한다. 풍력 블레이드는 강성을 증가시키는 구조를 갖도록 설계하는 동시에 내구 강도가 큰 경량의 재료를 선택하여야 한다. 경량 블레이드는 로터의 회전 균형 유지 및 지지구조의 단순화에 유리하며, 보다 중요하게는 로터의 회전관성을 감소시켜서 회전수를 용이하게 제어하도록 하여 운전효율의 향상을 가능하게 한다.
본 연구는 탄소섬유강화수지 프리프레그(prepreg)를 소재로 사용하여 풍력 터빈 블레이드를 제작하는 새로운 기술의 기초 연구로 수행되었다. 즉, 소형 블레이드의 기존 제작방법인 상판과 하판의 분리 생산 후 결합 방식을 개선하여, 블레이드 내부에 설치된 블래더(bladder)가 팽창하며 프리프레그를 몰드에 가압하는 복합재료 성형 방식의 재료 타당성을 수치해석과 인장시험을 통해 검토하였다.
먼저, 블레이드 팁의 회전 지름이 3m인 풍력 터빈로터에서 축 출력이 2kW 이상 생산되도록 풍력터빈 설계 전용 QBlade 수치해석 프로그램을 사용하여 블레이드의 개수와 형상을 결정하였다. 유체역학 수치해석 모듈을 사용하여 풍력 터빈의 운전제어에서 요구되는 로터의 회전 상태 최대 풍속 25m/s 및 정지 상태 최대 풍속 50m/s까지 바람에 의해 블레이드에 부가되는 양력과 항력을 계산하였다. 다음 재료역학 수치해석을 수행하여 중공 및 중실 블레이드의 외피 재료에 가해지는 폰 미세스 응력을 예측하였다.
다음 블래더 압축 방식 몰드로 성형한 복합재료가 소형 풍력 블레이드의 소재로서 요구되는 충분한 강도를 갖추고 있는지를 인장시험을 통해 확인하였다. 특히, 인장 강도 측정의 불확실도를 개선하기 위해 ASTM D638 규정을 수정하여 새로운 시편의 형상을 제안하였다. 인장 강도 측정을 반복하여 수행한 결과 새로운 시편의 형상을 사용하면 기존의 시편 형상과 유사한 인장 강도의 평균값을 얻되 파단 위치의 재현성이 향상되어 인장 강도의 분산이 감소함을 확인하였다. 블래더 가압 방식으로 프리프레그 시편을 성형하는 경우 몰드의 온도는 120°C 블래더의 내부 압력은 200kPa로 유지하며 1시간 동안 경화를 진행하면 600MPa이상의 인장 강도를 얻을 수 있음을 알았다.
2. 수치해석
블레이드 설계 과정에서 유체역학 계산을 통해 주어진 풍속에서 생산되는 터빈의 축 출력 및 최고 풍속에서 블레이드에 부가되는 양력과 항력을 계산한다. 다음 재료역학 계산을 수행하여 블레이드의 구조를 결정하여야 한다. 실제 상용화 제품의 개발과정은 터빈 로터의 출력을 다소 희생하면서 블레이드의 제작과정이 용이하도록 블레이드의 형상을 수정하면서 유체역학 및 재료역학 계산을 반복 수행하여야 한다.
2.1 블레이드 형상의 결정
풍력 터빈은 지지구조, 나셀과 터빈 로터로 구성된다. 터빈 로터는 다시 나셀 내부의 회전축에 연결된 회전 허브와 허브에 부착된 복수의 블레이드로 구성된다. 본 연구에서 나셀의 유효 직경(즉 풍향에 수직인 단면에 투사된 나셀의 최대 직경)은 내부에 설치되는 장치들을 충분히 수용하도록 설계하되 나셀에 의한 풍력 에너지의 손실을 줄이도록 블레이드 팁 회전 직경의 20%인 600mm로 결정하였다. 블레이드의 수는 많을수록 주어진 풍속에서 출력이 높아지는데 4엽 이상부터는 효율의 증가로 인한 경제적 이익보다 블레이드 제작비용 및 로터 무게의 증가로 인한 샤프트와 베어링 등 설치비용 증가의 부담이 발생하므로 가장 경제성이 높다고 평가되는 3엽 블레이드로 결정하였다(Jureczko et al., 2005).
블레이드의 외부 형상은 프리웨어인 Q-Blade 프로그램을 사용하여 결정하였다. Q-Blade 프로그램은 X-FOIL 모듈에 아음속(subsonic) 항공기의 익형(airfoil) 설계에 널리 채택되어온 이론식 및 경험식 을 포함하고 있어, 풍력 터빈 블레이드의 형상을 사용자가 쉽게 입력하고 최적화할 수 있으며, 결정된 형상에 대해 터빈 로터의 출력 성능을 해석할 수 있다. Q-Blade 프로그램은 결정된 터빈 로터의 형상에 대해 BEM(Blade Element Momentum) 방법을 사용하여 풍속과 로터의 회전속도 조합에 대한 출력, 추력, 토크 등의 수치해석 결과를 제공한다.
개별 블레이드의 외형 설계는 유체역학 해석에 의한 터빈 로터 출력의 증대를 염두에 두고 블레이드의 실제 제작의 편의와 진동 문제를 고려하여 다음과 같이 여러 차례의 개선을 통해 수행되었다. 초기 설계안에서는 최적화 조건을 주속비(TSR: Tip Speed Ratio)의 값 7에서 최대 출력이 발생도록 소위 Schmitz 이론에 따라 블레이드의 형상을 결정하였다(Tang et al., 2015). 주속비는 터빈 블레이드 끝(tip)의 속력과 풍속의 비율을 말하며, Q-blade 프로그램에서 선택 가능한 최적화 기법은 Betz의 방법과 Schmitz의 방법이 있다(Martin, 2018).
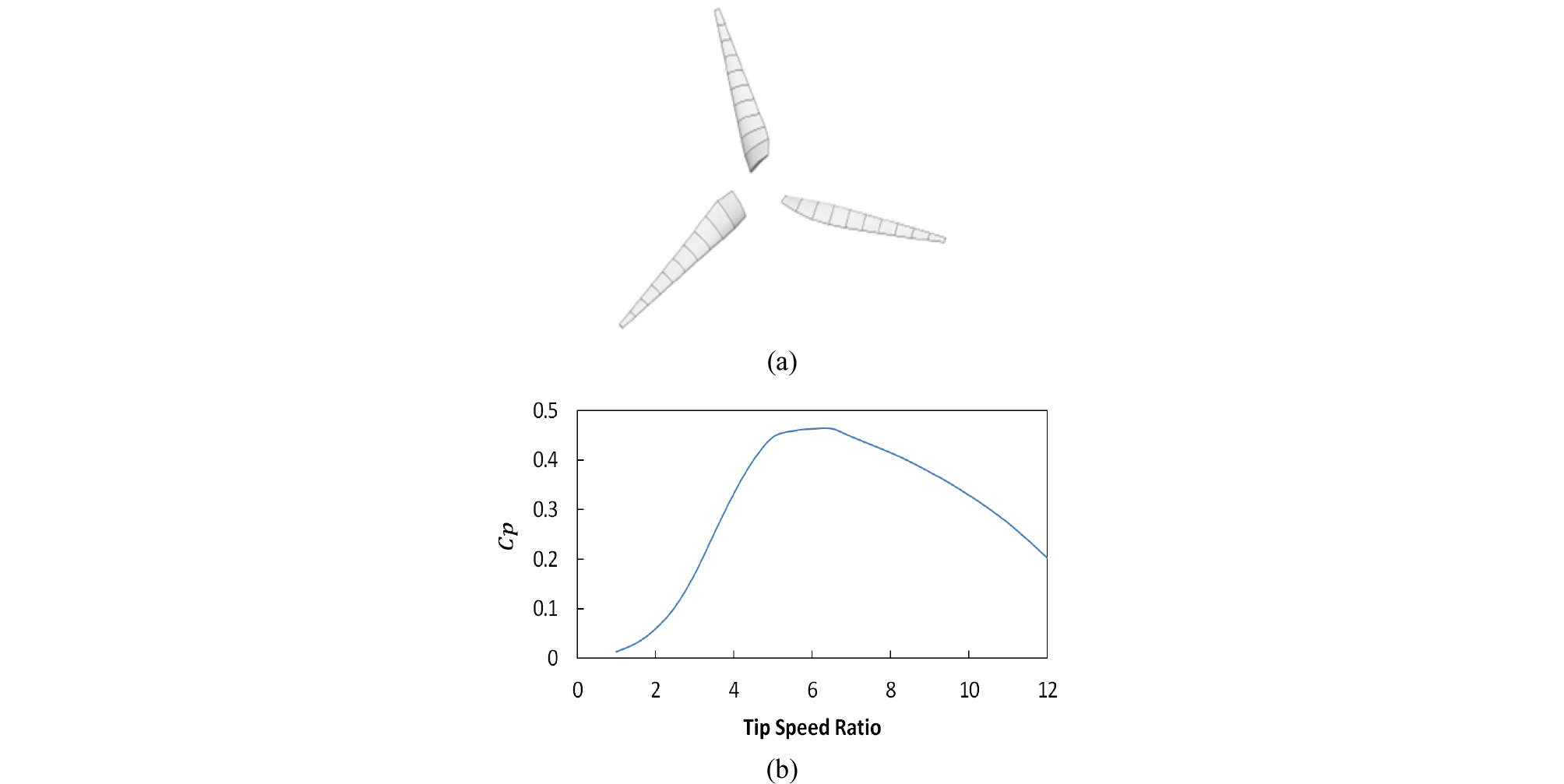
초기 설계안은 하중 시험과 제작 과정에서 나타난 문제점들을 해결하면서 수정되었다. 하중시험에서 풍속이 증가하면 결국 허브에 가까운 블레이드의 루트(root) 부분에서 파괴가 일어나는 문제가 발생하였다. 블레이드의 끝 부분에서 너비가 점차 감소하면서 블레이드 제작의 문제가 발생하였다. 또, 블레이드 시작품의 운전결과 터빈 로터의 회전수가 350rpm을 초과하는 경우 나셀과 지지구조의 진동이 급격히 증가하는 현상이 관찰되었다. 결국 최적화 기준 주속비를 5로 조정하여 운전 안정 풍속을 11.0m/s가 되도록 하고 블레이드의 최소 너비를 100mm로 증가하였다. Fig. 1은 최종 설계안의 블레이드 형상 개략도 및 주속비에 따른 출력계수의 변화를 나타낸다(Schubel and Crossley, 2012).
2.2 블레이드 응력 해석
Q-Blade 프로그램에 포함된 QFEM 모듈을 사용하여 주어진 블레이드의 구조에 대해 주어진 조건 하에서 바람에 의해 블레이드에 가해지는 양력과 항력을 구하고 블레이드를 구성하는 재료의 응력을 해석할 수 있다. 해석 모듈을 실행하기 위해 블레이드의 외부 형상 외에도 외피의 두께 및 내부에 설치되는 보강재(spar)의 두께와 위치에 관한 정보를 제공하여야 한다. 또, 사용된 재료의 물성치와 풍속 및 로터의 회전속도를 입력으로 사용한다. 계산 결과, 표면에 발생하는 응력의 최대값과 최소값 및 응력분포를 도식적으로 얻을 수 있다.
재료의 물성치는 제조사가 제공하는 프리프레그 재질의 성형 후 물성치를 입력하였다. 예를 들어 밀도는 2,000Kg/m3이고 영률은 41.0GPa을 사용하였다. 운전조건은 풍속 20m/s에서 터빈의 회전속도가 600rpm인 경우와 풍속 50m/s에서 터빈이 회전하지 않는 극한 경우를 조사하였다.
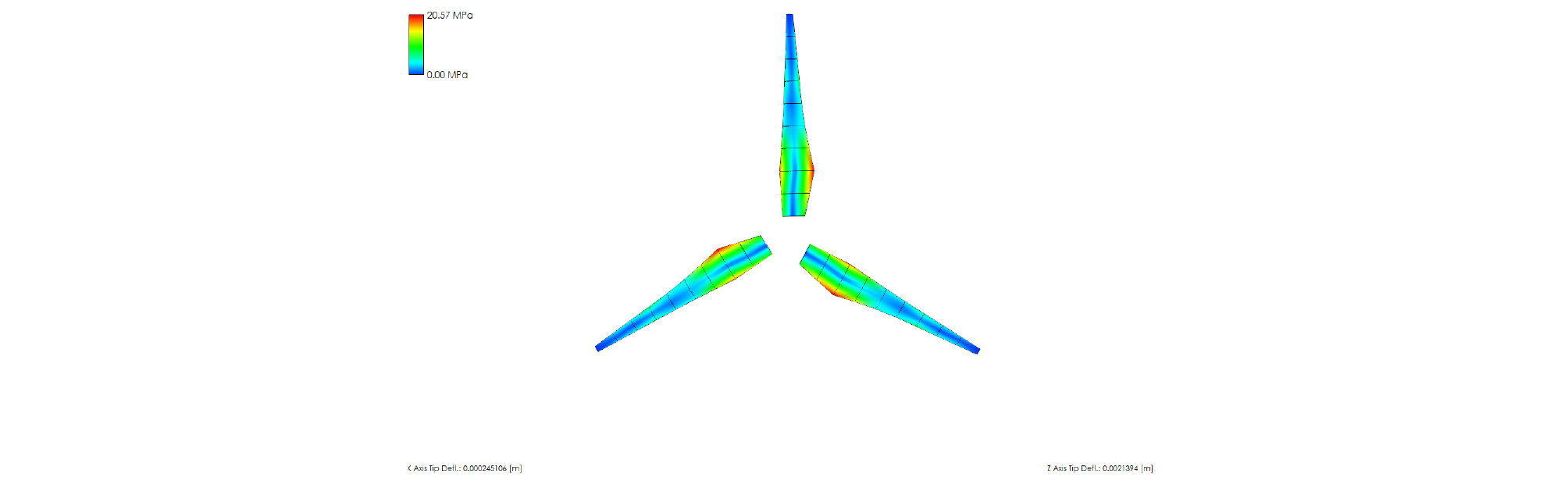
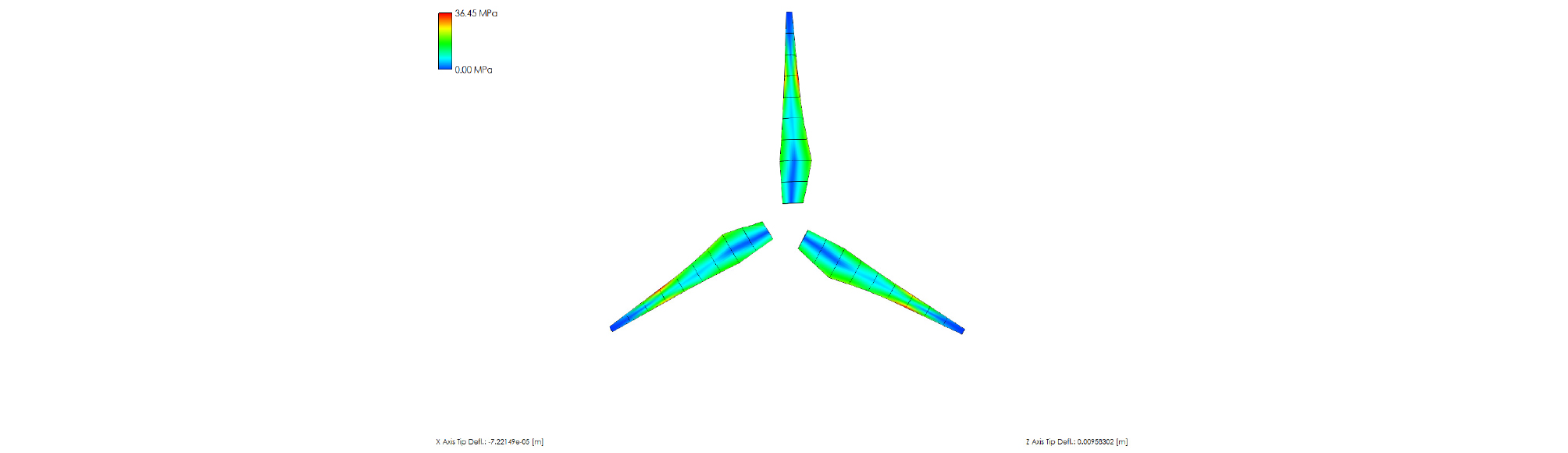
응력 예측 수치해석에 사용된 블레이드의 외부 형상은 전술한 최종 설계안이다. 내부 구조는 두 가지 극한의 경우를 해석하였다. 기존의 소형 블레이드의 제조 방식을 가정하여 보강재가 설치되지 않은 중공(hollow) 블레이드를 가장 가벼운 경우로 하고 중실(solid) 블레이드를 가장 무거운 경우로 블레이드 표면의 응력을 계산하였다. Table 1은 수치해석 결과 산출된 폰 미세스 응력을 요약한 것이다. 폰 미세스 응력이 가장 크게 예측되는 경우는 풍속이 50m/s에서 고정된 중공 블레이드이다. 참고로 같은 풍속에서는 회전하는 블레이드에 부가되는 항력과 양력이 고정블레이드에 비해 현저하게 크다. 중공 블레이드의 표면에서 폰 미세스 응력의 분포를 Fig. 2와 Fig. 3에 예시하였다. 최대 응력의 발생 위치는 블레이드의 형상과 풍속 및 회전수에 따른 하중 조건의 변화에 민감하게 변하지만, 최대 응력의 크기는 블레이드 형상 변화에는 상대적으로 둔하게 변하는 것으로 예측된다. 결론적으로 블레이드의 외피에 사용되는 재료의 안전율을 고려하기 이전 요구 인장 강도는 253.9MPa로 판단하였다.
Table 1 Predicted maximum von mises equivalent stress
| Blade Structure | 20m/s and 600rpm | 50m/s and 0rpm |
| Hollow | 57.52MPa | 253.9MPa |
| Solid | 13.57MPa | 110.8MPa |
3. 인장 강도 실험
소형 풍력 블레이드의 제작 시간을 단축하기 위해 CFRP 프리프레그를 소재로 사용하여 블래더 가압 방식으로 제작된 시편이 수치해석의 결과 예측된 내구 강도의 요구 수준을 충분히 만족하는 지 확인하기 위한 일련의 실험을 수행하였다.
3.1 실험 장치 및 방법
Fig. 4는 인장 시편의 성형을 위해 제작된 가장 단순한 형태의 블래더 가압 방식 몰드 조립부의 개략도이다. 몰드는 알루미늄 재질이며 상판과 하판으로 구성된다. 상판은 두께 15mm의 평판이며 하판은 가로, 세로 및 깊이가 각각 410mm, 260mm 및 16mm인 공동을 갖는다. 몰드 하판의 최대 두께는 55mm이며 3개의 로드셀(BONGSHIN사의 모델명 : CWFS-200)과 덮개판으로 구성된 로드셀 어셈블리가 설치되어 있다. 덮개판의 윗면은 공동 바닥면의 나머지 부분과 평면을 이룬다. 몰드의 공동에는 압축공기를 주입하여 팽창할 수 있는 블래더가 설치되고 블래더와 공동의 바닥면 사이에 시편을 위치시킨 후 상판과 합판을 볼트로 결합하여 몰드 조립부를 완성한다.
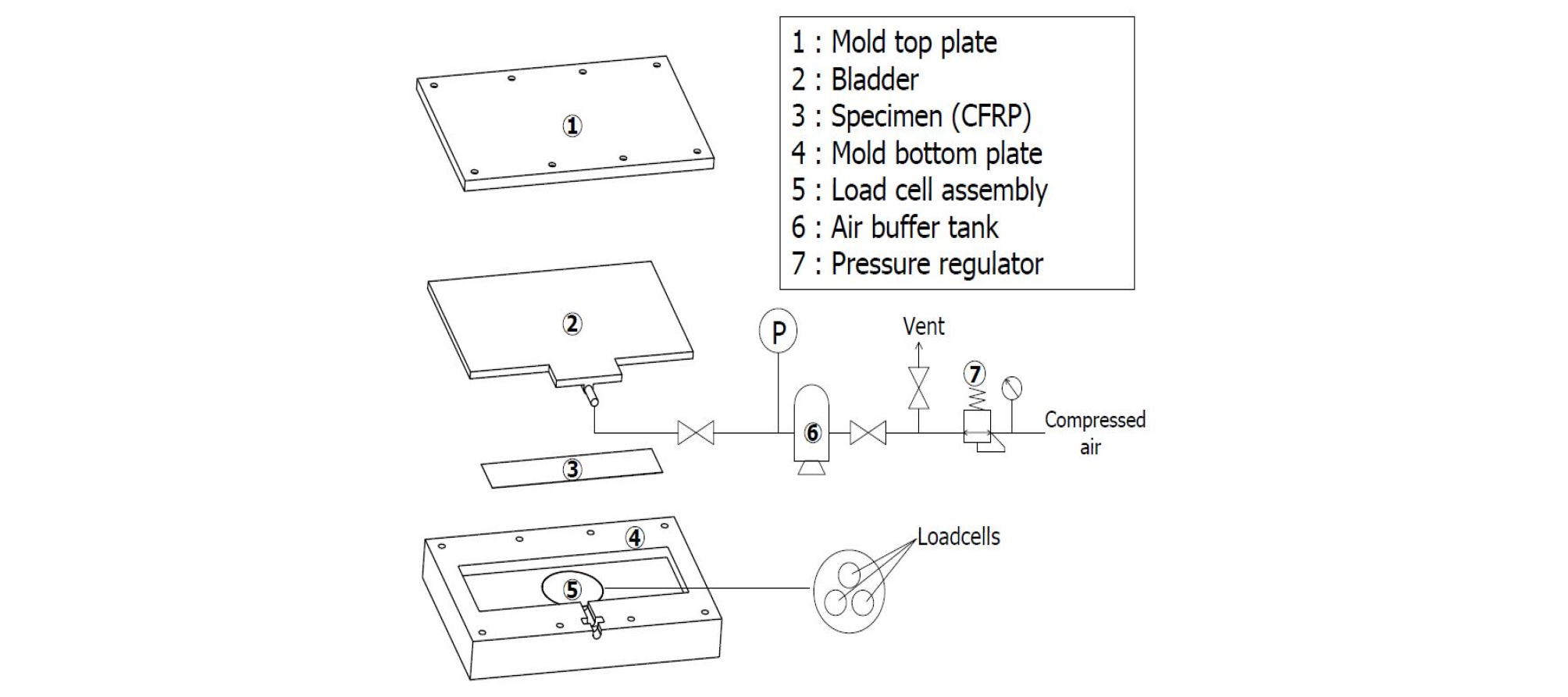
시편의 경화를 시작하기 위해 성형 프레스에 몰드 조립부를 장착하고 약 5ton의 하중을 가한다. 이후 즉시 공기 탱크와 블래더 사이의 밸브를 개방하여 블래더에 압력을 인가한다. 가열 성형 프레스(KCA사의 복합재료 전용 프레스)의 유압 구동 행정거리는 300mm이고, 최대 하중은 50ton이며 가열 유지 온도는 최고 250°C 까지 1°C 단위로 설정이 가능하다. 이후 프레스 가열을 통해 몰드 외부 표면의 온도를 설정된 사이클에 맞추어 제어한다. 참고로 예열된 성형 프레스에 상온의 몰드를 장착하는 경우 시편의 온도와 설정 유지 온도의 차이가 2°C 이내로 감소하는데 걸리는 시간은 5분 이내이다. 블래더는 몰드의 온도가 상승하여도 내부의 압력 변화가 1% 미만이 되도록 용량 45리터의 공기 탱크와 밸브를 거쳐 연결되고, 공기 탱크의 초기 압력은 디지털 방식의 압력 조절기를 사용하여 제어한다.
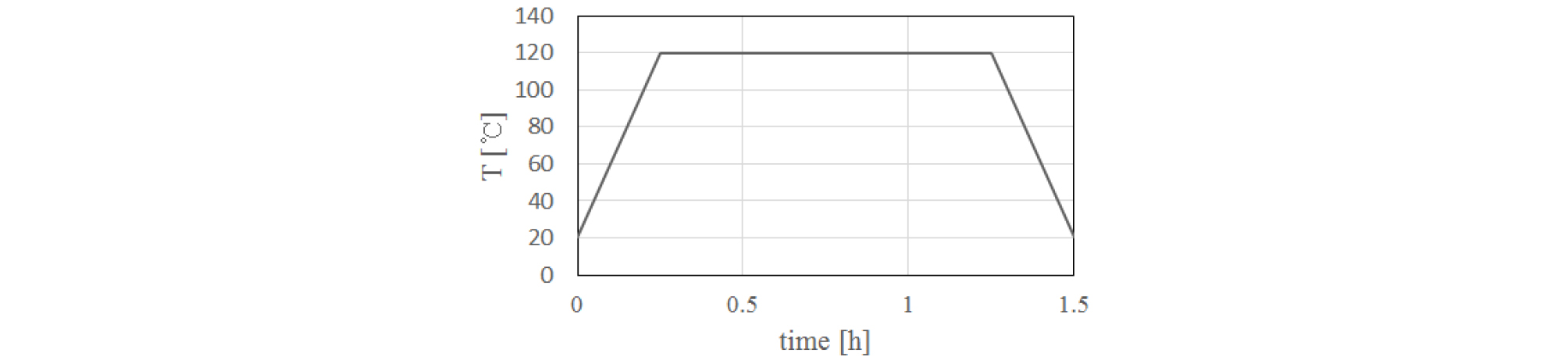
풍력 터빈 블레이드 제작에 보편적으로 사용되는 프리프레그 성형 방법은 몰드 형상면 위에 프리프레그를 적층하고 진공용 필름으로 기밀 포장을 한 후, 연결 배관을 통해 포장 내부를 진공 상태로 가압하며 몰드를 가열하는 방식이다. 프리프레그 제조사에서 추천하는 진공 가압 방식의 프리프레그 성형 공정을 위한 온도 사이클은 중온 유지시간 4시간과 고온 유지시간 1시간 및 온도 증가와 감소에 필요한 시간을 포함하여 총 8시간이 소요된다(Noh and Yoon, 2010). 본 연구는 Fig. 5에 보인 바와 같이 “단순 온도 사이클”을 사용하였다. 상온으로부터 고온까지 온도 상승 및 고온에서 상온으로 온도 감소 시간은 각각 15분이고 고온 유지시간 60분이다. 경화 시간을 단축한 시편의 평균 인장 강도는 507MPa이며, 제조사 추천 온도 사이클로 성형하는 경우 평균 인장 강도 521MPa에 비해 3% 이내로 감소하였다. 소형 풍력 블레이드의 제작에 요구되는 인장 강도 254MPa를 기준으로 안전율 2.0에 해당한다. 이후의 실험에서는 Fig. 5의 단순 온도 사이클을 사용하였다. 또 프리프레그의 적층 수도 최소로 하여 3중 적층을 채택하였다.
3.2 시편의 형상
시편은 EASYCOMPOSITES사의 프리프레그를 310mm× 110mm 직사각형으로 재단하고 3중으로 적층하여 두께 1mm가 되도록 성형하고 원하는 인장시험 시편 형상으로 절단하여 준비하였다. 3중 적층의 외부층에 사용한 제품은 XPREG XC110 Prepreg(Woven Carbon Fibre 3K, 210g, 2/2 Twill)이고 중간층에 사용한 제품은 XPREG XC110 Prepreg(Woven Carbon Fibre 6K, 416g, 2/2 Twill)이다. 시편의 절단 방법은 인장 강도 측정에 무시하지 못하는 영향을 미친다(Weinert and Kempmann, 2004; Herzog et al., 2008). 본 실험에서는 보유하고 있는 NC 공작기계(회사명 : 레이저픽스코리아 모델명 : Kcnc 1325h)를 사용하되 기존의 문헌을 참조하여 절삭공구의 회전수는 2,500rpm, 피드는 200mm/min 그리고 절삭 속도는 38m/min 조건으로 절단 가공하였다(Davim and Reis, 2005).
인장 강도 시험에서 가장 널리 사용되는 복합재료 시편의 형상 중 하나는 ASTM D638에 규정되어 있다. 본 연구의 초기 실험에서는 ASTM D638에 따른 시편의 형상을 사용하였으나, 시편의 평행부와 어깨부 경계부근에서 파단이 일어나는 대부분의 경우 측정된 인장 강도는 평행부에서 중앙부에서 파단이 일어나는 소수의 경우 측정된 인장 강도의 크기에 비해 현저하게 작았다(Czél et al., 2016). 응력 집중에 의한 인장 강도의 과소평가를 피하며 동일한 경화 조건 하에서 통계적으로 유의미한 7회 이상의 결과를 얻기 위해 50회 이상의 반복 시험이 필요하였다.
ASTM D3039에 규정된 시편의 형상은 직사각형 모양 복합재료 시편의 물림부에 2쌍의 알루미늄 탭을 접착하여 제작하므로 시편 너비의 급격한 곡률변화에 의한 집중 응력 문제를 해결할 수 있다. 그러나 경화 조건을 다양하게 변화시키며 많은 수의 시편을 준비하여야 하는 상황에서 ASTM D3039의 선택 역시 시간적 측면에서 매우 제한적이었다(Paiva et al., 2006).
결국, 본 연구에서는 ASTM D638 규정의 시편 형상을 수정하여 응력 집중의 영향을 줄이도록 새로운 시편 형상을 제안하였다. 이후의 기술에서는 새롭게 제안한 시편을 편의상 ASTM D638-RE 시편으로 호칭한다. Fig. 6는 시편의 최소 폭이 13mm인 수정 시편의 모양을 보여준다. ASTM D638-RE 시편은 어깨부와 평행부 경계에서 발생하는 급격한 곡률 변화를 피하기 위해 어깨부와 평행부를 통합하여 상하로 대칭인 2개의 원호가 시편의 폭을 정의하는 중앙부와 그 양단에 균일 폭으로 연장된 물림부로 구성된다(Harman et al., 2008).

ASTM D638-RE 시편의 적정 최소 너비를 파악하기 위한 예비 실험을 수행하였다. 3중으로 적층한 프리프레그를 경화 온도와 압력을 각각 120°C와 200kPa로 하고 1시간 동안 성형한 후 Fig. 5의 시편 형상으로 재단하였다. 이 때 시편의 최소 너비를 10mm, 13mm 또는 16mm로 달리하며 이에 따라 원호의 곡률도 변경된다. 같은 형상의 시편에 대해 7번의 반복 실험을 수행하여 측정한 인장 강도의 최소 최대 범위와 평균을 Fig. 7에 비교하였다. 인장 강도의 측정에 사용한 실험장치는 ORIENTALTM사의 모델명 OTU SERIES 제품이며 인장 속도는 5mm/min이었다.
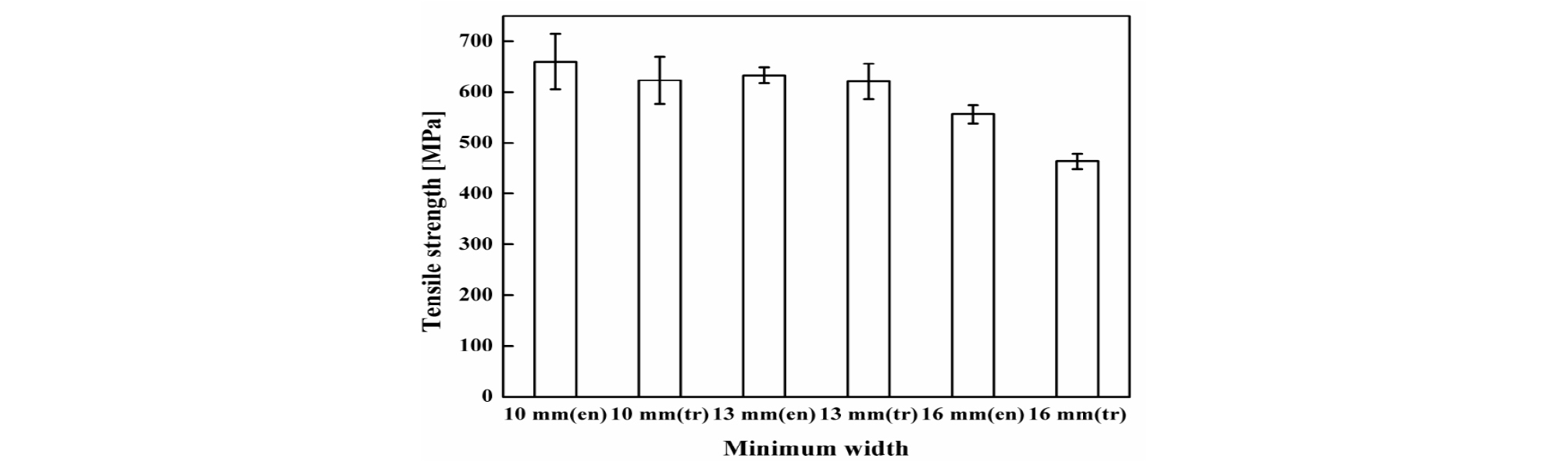
시편의 파단 위치가 반드시 최소 너비에서 발생하지 않으므로 Fig. 7에서 en은 호칭(engineering)응력을 tr은 진(true)응력을 의미한다. 호칭응력은 인장력을 최소 너비에 해당하는 단면적으로 나눈 값이며 진응력은 파단 위치의 단면적으로 나눈 값이다. 최소 너비 16mm의 시편들은 물림부의 바로 안쪽 부근에서 파단이 일어나며 인장 강도가 다소 작게 측정되고 호칭응력과 진응력의 차이가 가장 크다. 최소 너비 10mm와 13mm의 시편들의 평균 호칭응력은 진응력에 비하여 각각 5.9% 및 1.9% 정도 크다. 이후의 실험에서는 최소 너비 13mm인 시편을 사용하였다.
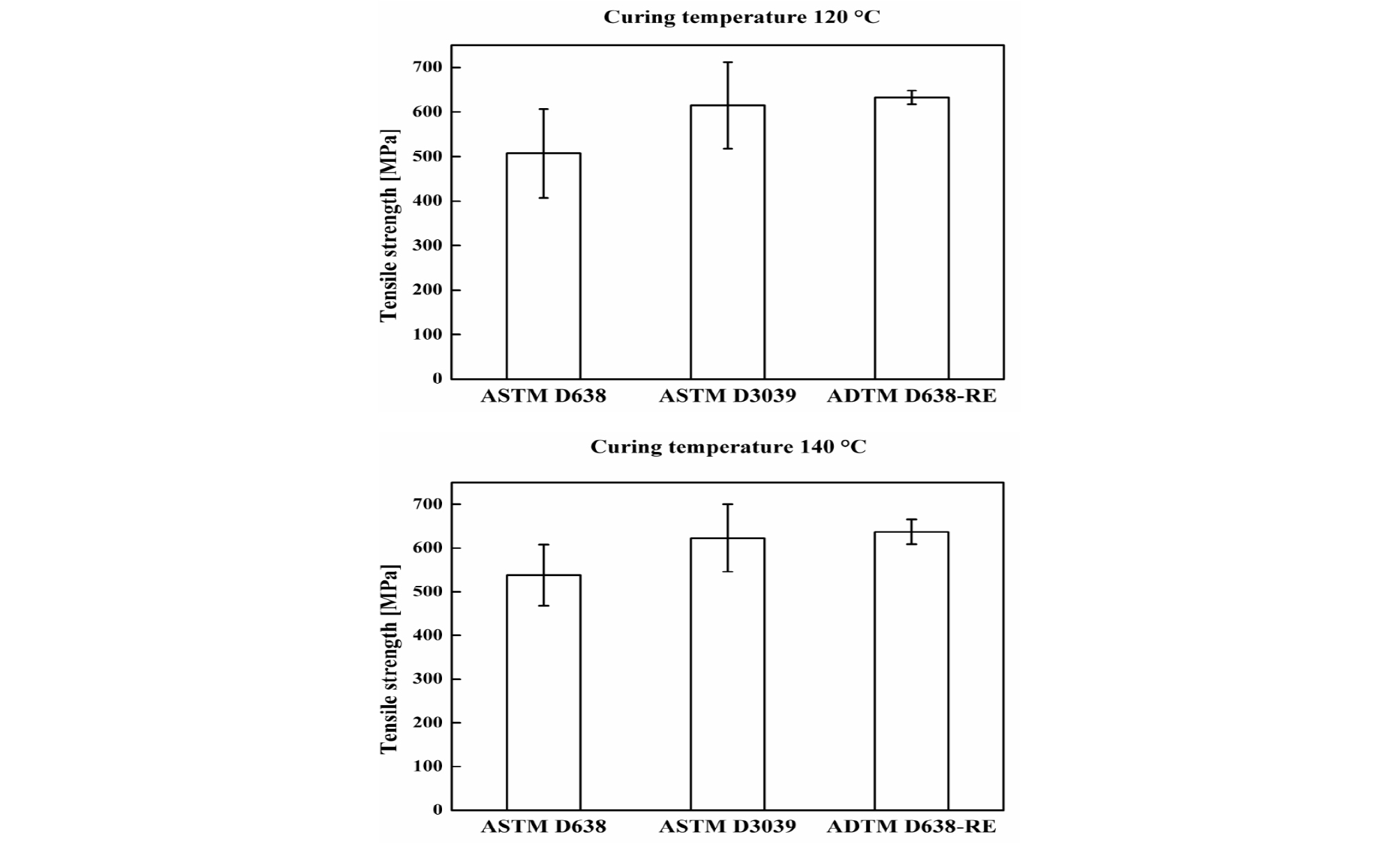
ASTM D638-RE 시편에서 수정된 형상의 정당성을 확보하기 위해 기존 규정에 따른 시편들과 인장 강도를 측정하여 비교하였다(Fig. 8). 경화 온도 120°C와 140°C의 두 가지 경우에 대해 측정한 결과를 포함하였다. 인장 속도는 기존의 연구를 참고하여 ASTM D638과 ASTM D638-RE 시편은 5mm/min, ASTM D3039 시편은 2mm/min로 하였다. 인장 강도의 평균을 보면 ASTM D638 시편의 인장 강도(507MPa)는 프리프레그 제조사에서 제공한 시험성적서의 인장 강도(521MPa)와 가장 유사한 값을 갖으며 상대적으로 작다. ASTM D638-RE 시편의 인장 강도는 기존 ASTM D3039 시편의 인장 강도와 3% 이내로 일치하며 600MPa을 초과한다. 적절한 경화 조건을 결정하는 실험과 같이 많은 수의 시편에 대해 인장 강도를 측정하는 경우 통계적으로 측정값의 분산이 현저하게 작은 ASTM D638-RE 시편을 권장한다. Fig. 9는 서로 다른 형상의 시편들에 대한 대표적인 파단 위치를 나타내는 사진이다.

4. 결 론
소형 풍력 터빈 블레이드를 경량화하고 제작시간을 단축하기 위해 CFRP 프리프레그를 소재로 사용하고 블래더 가압 방식 몰드 성형을 적용하는 타당성을 검토하였다.
블레이드 팁의 회전 지름이 3m인 풍력 터빈로터에서 축 출력이 2kW 이상 생산되도록 풍력터빈 설계 전용 QBlade 수치해석 프로그램을 사용하여 나셀의 유효 직경은 600m로 블레이드의 수는 3엽으로 결정하였다. 유체역학 수치해석 모듈을 사용하여 생성한 블레이드 외부 형상의 초기 설계안을 하중 시험과 제작 과정에서 나타난 문제점들을 해결하면서 수정하였다. 최종 설계안은 최적화 기준 주속비를 5로 조정하여 운전 안정 풍속을 11.0m/s가 되도록 하고 블레이드 제작의 실현성을 고려하여 최소 너비를 100mm로 증가하였다. 역시 QBlade 프로그램에 포함된 QFEM 모듈을 사용하여 풍력 터빈의 운전제어에서 요구되는 로터의 회전 상태 최대 풍속 25m/s 및 정지 상태 최대 풍속 50m/s까지 바람에 의해 블레이드에 부가되는 양력과 항력을 계산하였다. 같은 풍속에서는 회전하는 블레이드에 부가되는 항력과 양력이 고정블레이드에 비해 현저하게 크다.
다음 재료역학 수치해석을 수행하여 중공 및 중실 블레이드의 외피 재료에 가해지는 폰 미세스 응력을 예측하였다. 최대 응력의 발생 위치는 블레이드의 형상과 풍속 및 회전수에 따른 하중 조건의 변화에 민감하게 변하지만, 최대 응력의 크기는 블레이드 형상 변화에는 상대적으로 둔하게 변하는 것으로 예측되었다. 블레이드의 외피에 사용되는 재료의 안전율을 고려하기 이전 요구 인장 강도는 37.0MPa로 판단하였다.
소형 블레이드의 기존 제작방법인 진공 가압 방식 몰드 성형을 개선하여 블레이드 내부에 설치된 블래더가 팽창하며 프리프레그를 몰드 벽 방향으로 가압하는 블래더 가압 방식 몰드 성형은 재료에 가해지는 실제 압력을 용이하게 증가시키는 장점이 있으나, 적절한 블래더의 내부 압력 또는 블래더에 의한 열전달 특성 변화에 대한 검증이 필요하다. 총 8시간이 소요되는 제조사 추천 온도 사이클로 성형한 시편의 인장 강도는 52MPa이었고, 온도 상승 및 온도 감소 시간 각각 15분과 고온 유지시간 60분을 포함하여 90분이 소요되는 단순 온도 사이클로 성형한 동일 형상 시편의 인장 강도는 507MPa로 3% 미만의 감소를 보였다. 프리프레그의 적층은 3중을 선택하였다.
인장 강도 측정의 불확실도를 개선하기 위해 ASTM D638 규정을 수정하여 새로운 시편의 형상(ASTM D638-RE)을 제안하였다. 기존 시편의 어깨부와 평행부 경계에서 발생하는 급격한 곡률 변화를 피하기 위해 어깨부와 평행부를 통합하여 상하로 대칭인 2개의 원호가 시편의 폭을 정의하는 중앙부와 그 양단에 균일 폭으로 연장된 물림부로 구성하였다. ASTM D638-RE 시편 형상의 최소 너비를 10mm, 13mm 또는 16mm로 달리하며 인장 강도를 측정하여 최소 너비 13mm에서 호칭응력과 진응력의 차이가 가장 작은 것을 알았다. 인장 강도를 반복하여 측정한 결과 새로운 시편의 형상을 사용하면 기존 ASTM D3039 시편의 인장 강도와 3% 이내로 유사한 평균값을 얻되 파단 위치의 재현성이 향상되어 인장 강도의 분산이 감소함을 확인하였다(Kashfuddoja et al., 2014). 경화 조건을 결정하는 120°C 실험과 같이 많은 수의 인장 강도를 측정해야 하는 경우 통계적으로 측정값의 분산이 현저하게 작은 ASTM D638-RE 시편을 권장한다. 블래더 가압 방식으로 프리프레그 시편을 성형하는 경우 몰드의 온도는 블래더의 내부 압력은 200kPa로 유지하며 1시간 동안 경화를 진행하면 600MPa이상의 인장 강도를 얻을 수 있다. 소형 풍력 블레이드의 제작에 블래더 가압 방식을 적용하면 요소 공정시간의 단축 및 터빈 축일 생산 효율의 향상을 기대할 수 있다.
